- কূপ হত্যার জন্য নিরাপত্তা ব্যবস্থা।
- প্যাকিং প্রযুক্তি
- প্যাকিং সরঞ্জাম
- এক-পর্যায়ে প্লাগিং
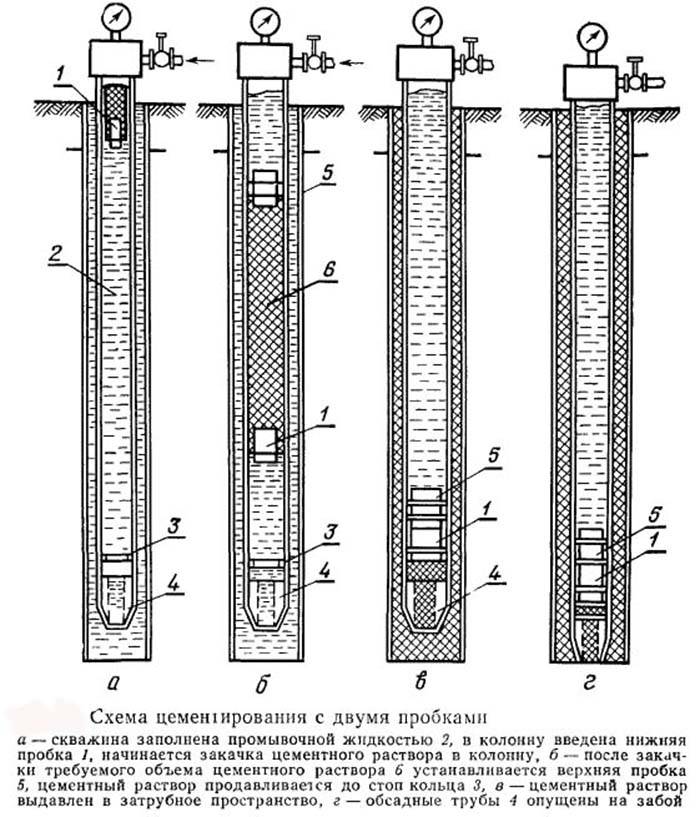
- দুই-পর্যায় বা দুই-চক্র সিমেন্টিং
- লিকুইডেশনের সময় ওয়েল প্লাগিং
- প্লাগিংয়ের প্রকারের বর্ণনা
- কিভাবে সিমেন্ট স্লারি কূপে প্রবেশ করে
- ওয়েল সিমেন্টিং প্রযুক্তিগত প্রক্রিয়া
- সিমেন্টিং প্রক্রিয়া
- ডিসচার্জ বৈশিষ্ট্য
- সরঞ্জাম এবং উপকরণ:
- প্রতিরক্ষামূলক স্তর শক্ত করার সময়কাল এবং এর গুণমান পরীক্ষা করা
- ওয়েল সিমেন্টিং পদ্ধতি;
- সমাধানের সঠিক প্রস্তুতি
- বিষয়ে উপসংহার এবং দরকারী ভিডিও
কূপ হত্যার জন্য নিরাপত্তা ব্যবস্থা।
6.1। আচ্ছা খুন হতে পারে
মেরামতের জন্য কূপ গ্রহণের বিষয়ে একটি দ্বিপাক্ষিক আইন কার্যকর করার পরেই শুরু হয়েছিল
(KRS ব্রিগেডের ফোরম্যান এবং PDNG, TsPPD এর প্রতিনিধি)।
6.2। ভাল হত্যা
কেআরএস মাস্টারের নির্দেশে উত্পাদিত। পরিকল্পনা ছাড়াই একটি কূপ হত্যা
নিষিদ্ধ
6.3। ভাল হত্যা
সাধারণত দিনের আলোর সময় করা হয়। বিশেষ ক্ষেত্রে, জ্যামিং
রাতে বাহিত করা যেতে পারে যখন কূপের আলোকসজ্জা হয় না
কম 26 হ্যাচ.
6.4। খেলার মাঠের আকার
40x40 মি, যার উপর ইউনিটগুলি ইনস্টল করা হয়েছে, তা থেকে মুক্ত করা আবশ্যক
বিদেশী বস্তু, তুষার থেকে শীতকালে.
6.5।জ্যাম করার আগে
এটি পরীক্ষা করা প্রয়োজন: সমস্ত গেট ভালভ এবং ফ্ল্যাঞ্জ সংযোগগুলির পরিষেবাযোগ্যতা
ওয়েলহেড সরঞ্জাম; একটি নালী উপস্থিতি
কূপ থেকে মিটারিং ইউনিট পর্যন্ত প্রবাহ লাইন বরাবর তরল
কারণগুলি পরিষ্কার এবং নির্মূল না হওয়া পর্যন্ত কূপে কাজ করা বন্ধ করুন।
৬.৬। ওয়াশিং ইউনিট এবং
ট্যাঙ্ক ট্রাকগুলি কমপক্ষে একটি দূরত্বে বাতাসের দিকে অবস্থিত হওয়া উচিত
ওয়েলহেড থেকে 10 মি. একই সময়ে, ইউনিট এবং ট্যাঙ্কারের কেবিন হতে হবে
ওয়েলহেড, ইউনিটের নিষ্কাশন পাইপ থেকে দূরে সম্মুখীন
এবং ট্যাঙ্ক ট্রাক স্পার্ক অ্যারেস্টার দিয়ে সজ্জিত করা আবশ্যক, তাদের মধ্যে দূরত্ব
কমপক্ষে 1.5 মি হতে হবে।
ফ্লাশিং ইউনিট, ছাড়া
উপরন্তু, এটি নিরাপত্তা এবং অ-রিটার্ন ভালভ দিয়ে সজ্জিত করা আবশ্যক।
৬.৭। নীরবতার প্রক্রিয়ায়
ভাল ইউনিটের কোনো ইউনিট বা ওয়েলহেড পাইপিং বেঁধে রাখা নিষিদ্ধ
কূপ এবং পাইপলাইন। অবিরাম পর্যবেক্ষণ করা আবশ্যক:
চাপ পরিমাপক রিডিং, পাইপিং লাইনের পিছনে, মানুষের অবস্থানের পিছনে। চাপ পরিমাপক
পাম্পিং ইউনিট এবং কূপের প্রবাহ লাইনে ইনস্টল করা আবশ্যক।
৬.৮। কূপ হত্যার সময়
হত্যা তরল পাম্পিং চাপ চাপ পরীক্ষার চাপ অতিক্রম করা উচিত নয়
এই কূপ উত্পাদন স্ট্রিং.
৬.৯। ফ্লাশিং এর disassembly
ডিসচার্জ লাইনে চাপ কমে যাওয়ার পরেই লাইনগুলি শুরু করা উচিত
বায়ুমণ্ডলীয় একই সময়ে, কূপের পাশ থেকে X-mas গাছের গেট ভালভ
বন্ধ করা উচিত।
6.10। স্নাতকের পর
কূপ হত্যা অপারেশন, ভালভ বন্ধ করা আবশ্যক, আশেপাশের এলাকা
কূপটি পরিষ্কার করা হয়েছে, মৃত কূপটি অবশ্যই মেরামতের জন্য অপেক্ষা করছে
36 ঘন্টার বেশি।
একটি দীর্ঘ সঙ্গে
মেরামতের প্রত্যাশায় কূপটির ডাউনটাইম, এর আগে কূপটি আবার মেরে ফেলতে হবে
মেরামতের কাজ শুরু।
6.11।সব শেষে
কূপ হত্যা অভিযান, একটি "কূপ হত্যা আইন" তৈরি করা হয়েছে।
নীরবতার অভিনয়ে
কূপগুলি নির্দেশ করা উচিত:
- কূপ হত্যার তারিখ;
- হত্যা তরল নির্দিষ্ট মাধ্যাকর্ষণ;
- চক্র দ্বারা তরল হত্যার পরিমাণ;
- জ্যামিং চক্রের শুরু এবং শেষের সময়;
- হত্যাকারী তরল পাম্প করার প্রাথমিক এবং চূড়ান্ত চাপ।
6.12. "কূয়া মেরে ফেলার কাজ" স্বাক্ষরিত (সহ
হত্যাকারী তরলের নির্দিষ্ট মাধ্যাকর্ষণ এবং ভলিউম নির্দেশ করে), যে ব্যক্তি উত্পাদন করেছে
ভাল হত্যা, ওয়ার্কওভার দলের ফোরম্যান এবং ইউনিটের মেশিনিস্ট দ্বারা।
সম্মতি জন্য দায়িত্ব নির্দেশাবলী
7.1। প্রস্তুতির জন্য
প্যাডের অঞ্চল এবং কূপটি মেরে ফেলার দায়িত্ব TsDNG, TsPPD এর ফোরম্যানের।
7.2। সত্যতা জন্য
বর্তমান জলাধারের চাপের তথ্য, কূপ হত্যার সময়, এর সাথে মিলে যায়
ভূতাত্ত্বিক পরিষেবা TsDNG, TsPPD.
7.3। সম্মতির জন্য
গণনা করা মানের জন্য হত্যাকারী তরলটির নির্দিষ্ট মাধ্যাকর্ষণ - টাস্ক প্ল্যানে উল্লেখ করা হয়েছে
কূপটি মেরে ফেলার জন্য, কূপটি প্রস্তুত করার জন্য পুরো পরিসরের কাজ সম্পাদন করুন
হত্যা, ভাল হত্যা প্রযুক্তি এবং নিরাপত্তা ব্যবস্থা সঙ্গে সম্মতি যখন
কূপ হত্যার দায়িত্ব ওয়ার্কওভার দলের ফোরম্যানের।
সংযুক্তি 1
আর এ এস এক্স ও ডি
উপকরণ
রান্নার জন্য প্রয়োজনীয় এক কিউবিক মিটার কিলিং ফ্লুইড প্রাসঙ্গিক
ঘনত্ব
সমাধান তরল
- 1.01 গ্রাম/সেমি 3 ঘনত্ব সহ সেনোমানিয়ান জল।
| ঘনত্ব | NaCl এর পরিমাণ, কেজি | ঘনত্ব | NaCl এর পরিমাণ, কেজি |
| 1.02 1.03 1.04 1.05 1.06 1.07 1.08 1.09 1.10 | 19 38 56 75 94 113 132 151 170 | 1.11 1.12 1.13 1.14 1.15 1.16 1.17 1.18 | 188 207 226 245 264 283 302 321 |
| কিলিং তরল ঘনত্ব, g/cm3 | CaCl এর পরিমাণ2, কেজি | ||
| তাজা | সেনোমানিয়ান | ব্যবসায়িক | |
| 1.19 1.20 1.21 1.22 1.23 1.24 1.25 1.26 1.27 1.28 |
পরিশিষ্ট 2
ভলিউম
রিং
স্থান নির্ভর করে
উত্পাদন স্ট্রিং ব্যাস থেকে
এবং
টিউব কূপের মধ্যে নামিয়ে দেওয়া হয়েছে।
| আয়তন | |||
| ডিসেন্ট গভীরতা পাম্প (টিউবিং), মি | NKT-60 | NKT-73 | NKT-89 |
| এ | |||
| 800 1 000 1 200 1 400 | 8.68 10.85 13.02 15.19 | 7.50 9.38 11.26 13.13 | 5.86 7.32 8.78 10.25 |
| এ | |||
| 800 1 000 1 200 1 400 | 12.25 15.31 18.37 21.43 | 11.06 13.83 16.60 19.36 | 9.42 11.73 14.11 16.49 |
| এ | |||
| 800 1 000 1 200 1 400 | 4.27 5.34 6.41 7.48 | — — — — | — — — — |
প্যাকিং প্রযুক্তি
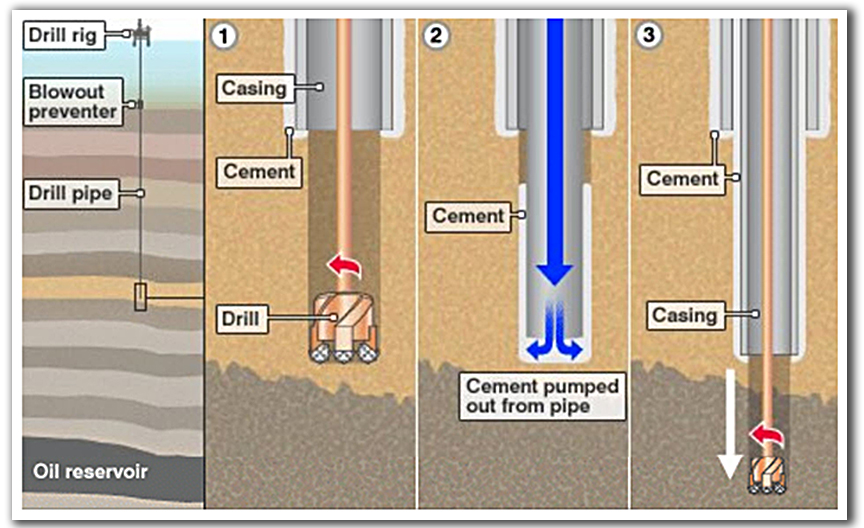
বর্তমানে ব্যবহৃত ওয়েল সিমেন্টিং পদ্ধতিতে কেসিং স্ট্রিং এর পিছনের জায়গায় সিমেন্টিং (প্লাগিং) মিশ্রণ সরবরাহের ক্ষেত্রে এবং ব্যবহৃত প্রক্রিয়া সরঞ্জামগুলিতে পার্থক্য রয়েছে।
সমাপ্ত মিশ্রণ পাম্প করার জন্য নিম্নলিখিত স্কিম আছে:
সরাসরি স্কিম। এই স্কিম অনুসারে ইনজেকশনের সময়, মিশ্রণটি সরাসরি কেসিং স্ট্রিংয়ে খাওয়ানো হয়, যা "জুতা" তে নেমে আসে, অ্যানুলাসে যায় এবং কূপের নীচে থেকে উপরে পূর্ণ করে।





বিপরীত স্কিম. সিমেন্ট সরাসরি অ্যানুলাসে দেওয়া হয় এবং উপরে থেকে নীচে ভরা হয়।
বড় আকারের ড্রিলিংয়ের সময়, সরাসরি স্কিমটি প্রায়শই ব্যবহৃত হয় এবং পদ্ধতিটি নিজেই একটি চক্রে সঞ্চালিত হয়, যার সময় সমস্ত প্রয়োজনীয় পরিমাণ সিমেন্ট মিশ্রণ সরবরাহ করা হয়।
প্যাকিং সরঞ্জাম
ওয়েল সিমেন্টিং সরঞ্জাম নিম্নরূপ হওয়া উচিত:
- সিমেন্টিং ইউনিট, যা চাপের অধীনে কূপে সমাধান এবং তাদের সরবরাহের মিশ্রণ নিশ্চিত করে;
- সিমেন্টিং ইউনিটের মতো একই উদ্দেশ্যের একটি মিশ্রণ ইউনিট;
- সিমেন্টিং হেড, যার সাহায্যে ওয়েলবোর ধুয়ে ফেলা হয় এবং এর দেয়াল প্লাগ করা হয়;
- ঢালা প্লাগ, যা একটি দ্বি-পর্যায়ের কার্বারাইজিং প্রক্রিয়ার ক্ষেত্রে স্টপ হিসাবে ব্যবহৃত হয়;
- অন্যান্য সরঞ্জাম যেমন মিক্সিং ডিস্ট্রিবিউটর, ধাতব পায়ের পাতার মোজাবিশেষ, উচ্চ চাপ ভালভ।
এক-পর্যায়ে প্লাগিং
গার্হস্থ্য জলের কূপের সিমেন্টিংয়ে একক-পর্যায়ে কূপের সিমেন্টিং ব্যাপক হয়ে উঠেছে। একই সময়ে, অতিরিক্ত চাপের সিমেন্ট মিশ্রণটি একটি ট্রাক চ্যাসি বা কাছাকাছি দূরত্বে অবস্থিত একটি স্থির প্ল্যাটফর্মে ইনস্টল করা ইউনিট দ্বারা অ্যানুলাসে সরবরাহ করা হয়। সিমেন্টের মিশ্রণটি স্ট্রিংয়ের নিচে চলে যায়, নীচে পৌঁছায় এবং তারপর পুরো অ্যানুলাসটি পূরণ করে।
একটি নির্দিষ্ট আছে ভাল সিমেন্টিং প্রযুক্তি. সিমেন্ট করার আগে, এগুলি ফ্লাশ করা হয় এবং নীচের প্লাগটি কেসিং স্ট্রিংয়ে স্টপার হিসাবে স্থির করা হয়। তারপর, একটি কংক্রিট পাম্পের সাহায্যে, মিশ্রণটি সরবরাহ করা হয়। ব্যারেলের নিচে নেমে, মিশ্রণটি প্লাগের উপর চাপ দেয়, এটি কলামের "জুতা" পর্যন্ত অগ্রসর হয়। এর পরে, উপরের প্লাগটি কলামে স্থাপন করা হয় এবং একটি ভাইব্রোপ্রেসের সাহায্যে মিশ্রণটিকে কম্প্যাক্ট করার প্রক্রিয়াটি কূপে অতিরিক্ত পরিমাণে মিশ্রণের একযোগে পাম্প করার সাথে শুরু হয়।
উপরের প্লাগটি নীচের প্লাগটিকে স্পর্শ করার মুহুর্তে, এটি বিবেচনা করা হয় যে দ্রবণটি সিল করার প্রক্রিয়াটি সম্পন্ন হয়েছে এবং সমস্ত সরবরাহকৃত দ্রবণটি কেসিং স্ট্রিংয়ের পিছনের স্থানটি পূরণ করেছে। সিমেন্টেশন প্রক্রিয়া শেষ হওয়ার পরে, মর্টারটিকে সম্পূর্ণরূপে শক্ত হতে 48 ঘন্টা পর্যন্ত অনুমতি দেওয়া হয়। একক-পর্যায়ে প্লাগিং একটি সাধারণ গর্ত জ্যামিতি সহ অগভীর কূপের জন্য ব্যবহৃত হয়। এই পদ্ধতির প্রধান অসুবিধা হল যে সমাধানটি কলামের "জুতা" এ পৌঁছানোর সময় নির্ধারণ করা অসম্ভব।
দুই-পর্যায় বা দুই-চক্র সিমেন্টিং
দুই-পর্যায়ের কূপ সিমেন্টিং বিশেষভাবে তেল-বহনকারী উত্সগুলি প্লাগ করার জন্য ডিজাইন করা হয়েছিল। উচ্চ ক্ষমতা প্রক্রিয়াকরণ সরঞ্জাম প্রয়োজন, এই প্লাগিং পদ্ধতি খুব কমই ব্যবহৃত হয়।
মূলত, পদ্ধতিটি নিম্নলিখিত অবস্থার অধীনে ব্যবহৃত হয়:
- যখন সিমেন্টের মিশ্রণ এত অল্প সময়ের মধ্যে শক্ত হয়ে যায় যে একবারে কেসিংয়ের পিছনের জায়গাটি পূরণ করা অসম্ভব;
- কেসিং স্ট্রিংয়ের পিছনের স্থানটিকে কয়েকটি বিভাগে ভাগ করা প্রয়োজন;
- বৃহৎ গভীরতা, যা মিশ্রণ সরবরাহের জন্য প্রয়োজনীয় অত্যন্ত উচ্চ চাপের কারণে প্লাগ লাগানোর অনুমতি দেয় না।
দ্বি-পর্যায়ের প্লাগিং পদ্ধতিতে প্লাগিং মিশ্রণ দুটি চক্রে সরবরাহ করা হয়। প্রথম চক্রের সময়, একটি পরিমাণ মিশ্রণ পাম্প করা হয় যা অ্যানুলাসের একটি নির্দিষ্ট অংশ পূরণ করে। মিশ্রণটি শক্ত হওয়ার পরে, কমপক্ষে 13 ঘন্টা পরে, মিশ্রণের অবশিষ্ট প্রয়োজনীয় পরিমাণটি অ্যানুলাসটি সম্পূর্ণরূপে পূরণ করতে সরবরাহ করা হয়।
লিকুইডেশনের সময় ওয়েল প্লাগিং
তাজা ভিতরে, প্রথমত, জীবাণুমুক্ত করা প্রয়োজন, আসল বিষয়টি হ'ল ওয়েলবোরে ব্যাকটেরিয়া তৈরি হয়, যা অবশ্যই নিজের পরে পরিষ্কার করা উচিত। এটি করার জন্য, উদাহরণস্বরূপ, ব্লিচ একটি নির্দিষ্ট ভলিউমে কূপে পাম্প করা হয় এবং ঠিক একই ভলিউমটি আবার পাম্প করা হয়। কূপটি দূষণমুক্ত করার পরে, এটির চারপাশের ভূতাত্ত্বিক পরিবেশ পুনরুদ্ধার করা শুরু করা প্রয়োজন। এটি একটি লেয়ার কেকের মতো, যদি আপনি এটিকে খুব সরলীকরণ করেন, তাহলে আপনি সমস্ত স্তরকে দুটি প্রধান প্রকারে কমাতে পারেন:
-
প্রথমটি হল টাইপ যা জল ধারণ করে এবং পরিচালনা করে। এই ধরনের জলজ বলা হয়;
- দিগন্ত হল দ্বিতীয় প্রকার, যাতে জল থাকে না বা সঞ্চালিত হয় না। একে জলরোধী বলা হয়।
যে ব্যবধানে অ্যাকুইফারগুলি অবস্থিত, সেখানে বালি এবং নুড়ি ভরাট করা হয় এবং এটি কেবল সেরকমই নয়, এমন অনুপাতে ভরাট করা হয় যাতে প্রতিটি জলজভূমির পরিস্রাবণ পরামিতিগুলি পুনরুদ্ধার করা যায় এবং সেই ব্যবধানগুলি যেখানে জল-প্রতিরোধী স্তরগুলি অবস্থিত হয় concreted হয়.
প্লাগিংয়ের প্রকারের বর্ণনা

আমরা যদি ভূতাত্ত্বিক কারণগুলিকে আরও বিশদে বিবেচনা করি তবে আমরা বলতে পারি যে এই ক্ষেত্রে, জল গ্রহণ কেবল তার ভূমিকা পালন করা বন্ধ করতে পারে, যা প্রায়শই ভূতাত্ত্বিক প্রক্রিয়াগুলির পরিণতি হয়ে ওঠে। প্রযুক্তিগত কারণ - এটি এমন হয় যখন জল খাওয়া দীর্ঘ সময়ের জন্য বজায় রাখা হয়নি।
একটি বিকল্প হিসাবে, তুরপুন সময় প্রযুক্তিগত মান লঙ্ঘন হতে পারে। কাজটি অনুপযুক্ত উপকরণ ব্যবহার করে সম্পাদিত হতে পারে, দীর্ঘদিন ধরে মেরামত করা হয়নি এবং রক্ষণাবেক্ষণ করা হয়নি। অস্থায়ী ব্যবহারের জন্য যখন জল গ্রহণ করা হয়েছিল তখন কূপের প্লাগিংও করা হয়।
কিভাবে সিমেন্ট স্লারি কূপে প্রবেশ করে
অ্যানুলাসের সমাধান সরবরাহ করার জন্য বেশ কয়েকটি প্রধান উপায় রয়েছে। যদি সিমেন্টের স্লারি সরাসরি কেসিংয়ে দেওয়া হয়, এই পদ্ধতিটিকে সরাসরি বলা হয়। তারপরে কূপের নীচের অংশের একটি ধীর ভরাট রয়েছে, যা অ্যানুলাসে যায়, এটি ভরাট করে। এটি ডেলিভারির ধরণ যা সবচেয়ে বেশি ব্যবহৃত হয়। সিমেন্ট স্লারি ভরের পরিমাণ পরীক্ষা করতে, দুটি বিশেষ প্লাগ ব্যবহার করা হয়। এই প্লাগগুলির ক্রিয়াকলাপের সারমর্ম হল যে যখন একটি দ্রবণ সরবরাহ করা হয়, তখন একটি অতিরিক্ত তরল একটি নির্দিষ্ট চাপে পাম্প করা হয়, উপরের প্লাগে টিপে। এর পরে, এটি সমাধান এবং কূপের নীচের অংশে চাপ দেয়। শুধুমাত্র একটি কর্ক ব্যবহার করে একটি সহজ উপায় আছে। একটি তরলের চাপ পরিমাপ করতে, একটি ম্যানোমিটার সাধারণত ব্যবহার করা হয়। দ্রবণের একটি বিপরীত প্রবাহও রয়েছে, যেখানে এটি অ্যানুলাসে প্রবেশ করে, কিন্তু তারপর আবরণের মধ্য দিয়ে নেমে আসে।
এক পর্যায়ে সিমেন্টিংয়ের মতো সিমেন্টিংও রয়েছে।এটি ব্যবহার করার সময়, সমাধানের প্রায় পুরো অংশ একযোগে চলে যায়। এই ফর্মটিতে, সরাসরি ফিড উপাদান সহ এক বা দুটি প্লাগও ব্যবহার করা হয়।
দুটি পর্যায়ে সিমেন্ট করার সময়, একটু বেশি অভিজ্ঞতা এবং সমন্বয় প্রয়োজন। এই বিকল্পটি একটু বেশি জটিল এবং আংশিকভাবে বৃহত্তর গভীরতার জন্য ব্যবহৃত হয়। এই ধরনের গভীরতায়, প্রতিরোধ ক্ষমতা বৃদ্ধি পায়, তাই উপরে বর্ণিত পদ্ধতিগুলির মতো একযোগে সবকিছু করা খুব কঠিন। এই ধরনের গভীরতার জন্য একরকম ক্ষতিপূরণ করার জন্য, কলার সিমেন্টিং পদ্ধতি ব্যবহার করা হয়। এই কাফগুলি এমন কিছু রিং তৈরি করে যা ধীরে ধীরে সমাধানের অগ্রগতি সীমাবদ্ধ করে। এই পদ্ধতিটি কূপের পৃথক অংশগুলিকে ধীরে ধীরে সিমেন্ট করার অনুমতি দেয়।
ওয়েল সিমেন্টিং প্রযুক্তিগত প্রক্রিয়া
তুরপুন ক্রিয়াকলাপের চূড়ান্ত পর্যায়ে একটি প্রক্রিয়া দ্বারা অনুষঙ্গী হয় যা ভাল সিমেন্টিং জড়িত। পুরো কাঠামোর কার্যকারিতা নির্ভর করে এই কাজগুলো কতটা ভালোভাবে করা হয় তার উপর। এই পদ্ধতিটি চালানোর প্রক্রিয়াতে অনুসরণ করা মূল লক্ষ্য হল ড্রিলিং তরলকে সিমেন্ট দিয়ে প্রতিস্থাপন করা, যার অন্য নাম - সিমেন্ট স্লারি। সিমেন্টিং কূপগুলি এমন একটি রচনার প্রবর্তন জড়িত যা শক্ত হতে হবে, পাথরে পরিণত হবে। আজ অবধি, সিমেন্টিং কূপের প্রক্রিয়া চালানোর বিভিন্ন উপায় রয়েছে, তাদের মধ্যে সর্বাধিক ব্যবহৃত 100 বছরেরও বেশি বয়সী। এটি একটি একক-পর্যায়ের কেসিং সিমেন্টিং, যা 1905 সালে বিশ্বে প্রবর্তিত হয়েছিল এবং আজ মাত্র কয়েকটি পরিবর্তনের সাথে ব্যবহৃত হয়।
সিমেন্টিং প্রক্রিয়া
বাস্তবায়ন প্রযুক্তি ভাল সিমেন্ট জড়িত 5টি প্রধান ধরণের কাজ: প্রথমটি - সিমেন্টের স্লারি মেশানো, দ্বিতীয়টি - কূপে মিশ্রণটি পাম্প করা, তৃতীয়টি - নির্বাচিত পদ্ধতিতে মিশ্রণটিকে অ্যানুলাসে খাওয়ানো, চতুর্থটি - সিমেন্টের মিশ্রণকে শক্ত করা, পঞ্চমটি - পরীক্ষা করা সম্পাদিত কাজের গুণমান।
কাজ শুরু করার আগে, একটি সিমেন্টিং স্কিম তৈরি করা উচিত, যা প্রক্রিয়াটির প্রযুক্তিগত গণনার উপর ভিত্তি করে।
খনি এবং ভূতাত্ত্বিক অবস্থা বিবেচনা করা গুরুত্বপূর্ণ হবে; ব্যবধানের দৈর্ঘ্য যা শক্তিশালী করার প্রয়োজন; ওয়েলবোরের নকশার বৈশিষ্ট্য, সেইসাথে এর অবস্থা। একটি নির্দিষ্ট এলাকায় এই ধরনের কাজ বাস্তবায়নে গণনা এবং অভিজ্ঞতা বহন করার প্রক্রিয়াতে ব্যবহার করা উচিত
ডিসচার্জ বৈশিষ্ট্য
অ্যানুলাসে মিশ্রণ সরবরাহের বিভিন্ন পদ্ধতি দ্বারা সিমেন্টিং করা যেতে পারে, তদুপরি, কাজের প্রক্রিয়াতে বিভিন্ন ডিভাইস ব্যবহার করা যেতে পারে। সিমেন্টিং কূপগুলি মিশ্রণের সরাসরি সরবরাহের সাথে জড়িত হতে পারে, এই ধরনের স্কিমে কেসিং স্ট্রিংয়ের অভ্যন্তরীণ স্থানে সিমেন্টের প্রবাহ জড়িত থাকে, তারপরে এটি সরাসরি জুতোর দিকে যায় এবং অ্যানুলাসে আরও প্রবেশ করে, যখন দ্রবণের প্রবাহ হয় নিচ থেকে উপরে তৈরি। বিপরীত স্কিমের সাথে, ইনজেকশনটি বিপরীত ক্রমে সঞ্চালিত হয়, উপরে থেকে নীচে।
এই ক্ষেত্রে, ভাল সিমেন্টিং এক পদ্ধতিতে বাহিত হতে পারে, যার সময় মিশ্রণটি প্লাগ করার জন্য প্রয়োজনীয় ভলিউম এক সময়ে জোর করে দেওয়া হয়।
কূপের উল্লেখযোগ্য গভীরতা থাকলে দুই-পর্যায়ের সিমেন্টিং ব্যবহার করা হয়। প্রযুক্তিগত প্রক্রিয়াটি সরঞ্জাম ব্যবহারের মাধ্যমে পৃথক ব্যবধানের অনুক্রমিক ভরাটে বিভক্ত।কলার সিমেন্টিং, উপরের পদ্ধতির বিপরীতে, সিমেন্ট মিশ্রণের উত্তরণ থেকে ওয়েলবোরের একটি অংশকে রক্ষা করা জড়িত। কফ আপনাকে জলাধারের দৈর্ঘ্য বরাবর অবস্থিত এলাকা বিচ্ছিন্ন করতে দেয়। কূপের লুকানো কলাম এবং বিভাগ থাকতে পারে, তাদের সিমেন্টিং একটি পৃথক গ্রুপ হিসাবে শ্রেণীবদ্ধ করা যেতে পারে।
ভাল সিমেন্টিং বাস্তবায়ন, কাজের নির্বাচিত পদ্ধতি নির্বিশেষে, অ্যানুলাস থেকে ড্রিলিং দ্বারা গঠিত সমাধানটি বের করে দেওয়ার লক্ষ্য অনুসরণ করে, যা সেখানে একটি সিমেন্ট স্লারি স্থাপন করে সম্ভব। সিমেন্টিং সিমেন্ট মিশ্রণের সাথে ওয়েলবোর ব্যবধান সম্পূর্ণ ভরাট নিশ্চিত করে; সিমেন্টিংয়ের জন্য নির্ধারিত ব্যবধানের মধ্যে সিমেন্ট মিশ্রণের অনুপ্রবেশ দ্বারা ড্রিলিং তরল নির্মূল করা; ফ্লাশিং তরল অনুপ্রবেশ থেকে সিমেন্ট মিশ্রণের সুরক্ষা; সিমেন্ট পাথরের গঠন, যা গভীর লোডের আকারে বিভিন্ন ধরণের প্রভাবের উল্লেখযোগ্য প্রতিরোধের দ্বারা চিহ্নিত করা হয়; কূপের দেয়ালে এবং কেসিং স্ট্রিংয়ের পৃষ্ঠে সিমেন্ট পাথরের চমৎকার আনুগত্য।
সরঞ্জাম এবং উপকরণ:
- উল্লেখযোগ্য চাপে মিশ্রণ এবং তার পরবর্তী খোঁচা মেশানোর জন্য ডিজাইন করা সিমেন্টিং ইউনিট;
- সিমেন্ট-মিশ্রণ সরঞ্জাম;
- ওয়েলবোর ফ্লাশ করার জন্য মাথা সিমেন্ট করা এবং এর দেয়াল আরও সিমেন্ট করা;
- দুই-পর্যায়ের সিমেন্টিংয়ের জন্য প্লাগ পূরণ করা;
- উচ্চ চাপ ট্যাপ;
- ইস্পাত নমনীয় পায়ের পাতার মোজাবিশেষ;
- সমাধানের বিতরণ চালানোর জন্য ডিজাইন করা ডিভাইস।
প্রতিরক্ষামূলক স্তর শক্ত করার সময়কাল এবং এর গুণমান পরীক্ষা করা
মিশ্রণটি ঢালা শেষ হওয়ার সাথে সাথেই সিমেন্ট পাথরের গঠন শুরু হয়।সম্পূর্ণ শক্ত হওয়ার প্রক্রিয়াটি আশেপাশের তাপমাত্রা, মাটির গঠন এবং আর্দ্রতা, কেসিং উপাদানগুলির উপাদান, সেইসাথে দ্রবণের নিজেই বৈশিষ্ট্য এবং উপাদানগুলির তালিকার উপর নির্ভর করে। প্রতিরক্ষামূলক স্তরটি কখন সম্পূর্ণরূপে গঠিত হয়েছে তা নির্ধারণ করা সম্ভব না হলে, কোনও পদক্ষেপ নেওয়ার আগে কমপক্ষে 48 ঘন্টা অপেক্ষা করুন।
দুই দিন পরে, প্রাপ্ত প্রতিরক্ষামূলক স্তর পরীক্ষা করার সুপারিশ করা হয়। আরও সঠিক ফলাফল শুধুমাত্র বিশেষ পেশাদার সরঞ্জাম ব্যবহার করে প্রাপ্ত করা যেতে পারে। একটি সমাধানের অখণ্ডতা পরীক্ষা করার তিনটি উপায় রয়েছে:
- অ্যাকোস্টিক। কৌশলটি শ্যাফ্টের পুরো দৈর্ঘ্য বরাবর কেসিং পাইপ ট্যাপ করার এবং একটি কম্পিউটার প্রোগ্রামের মাধ্যমে প্রাপ্ত ফলাফলগুলি প্রক্রিয়াকরণের উপর ভিত্তি করে।
- রেডিওলজিক্যাল। পরিমাপ বিশেষ রেডিও ডিভাইস দ্বারা বাহিত হয়।
- তাপীয়. স্তরের দৃঢ়ীকরণের সময় তাপমাত্রা পরিমাপ করা হয়।
সম্পাদিত কাজের মূল্যায়ন করার জন্য বিশেষজ্ঞদের আমন্ত্রণ জানানো সম্ভব না হলে, আপনি একটি সরলীকৃত তাপীয় পদ্ধতি ব্যবহার করে সিমেন্ট স্তরের প্রস্তুতি পরীক্ষা করতে পারেন। এটি করার জন্য, মিশ্রণের দৃঢ়করণের সময়, আবরণের দেয়ালের তাপমাত্রা পরিমাপ করা হয়। এটি প্রথমে পরিবেষ্টিত তাপমাত্রার সমান হওয়া উচিত এবং তারপরে 1-1.5 ডিগ্রি কম হওয়া উচিত।
চূড়ান্ত পদক্ষেপ হল মিশ্রণের অবশিষ্টাংশ থেকে ব্যারেল পরিষ্কার করা। আপনার নিজের হাতে কাজ করার সময়, একটি বেলার দিয়ে পরিষ্কার করা যেতে পারে। উত্সটি কার্যকর করার আগে, খাদটি নিবিড়তার জন্য পরীক্ষা করা হয়। এটি করার জন্য, 20-30 মিনিটের জন্য চাপে ব্যারেলে জল পাম্প করা হয়। যদি এই সময়ের মধ্যে জলের চাপ 0.5 MPa-এর বেশি না কমে তবে কাজটি উচ্চ মানের সাথে করা হয়েছিল।
ওয়েল সিমেন্টিং পদ্ধতি;
সিমেন্টিংয়ের পদ্ধতিটি সংঘটনের শর্ত, লিথোলজিক্যাল রচনা, ব্যাপ্তিযোগ্যতা এবং উত্পাদনশীল গঠনগুলির স্যাচুরেশনের ডিগ্রির উপর নির্ভর করে নির্বাচন করা হয়। কূপ সিমেন্ট করার বিভিন্ন উপায় রয়েছে:
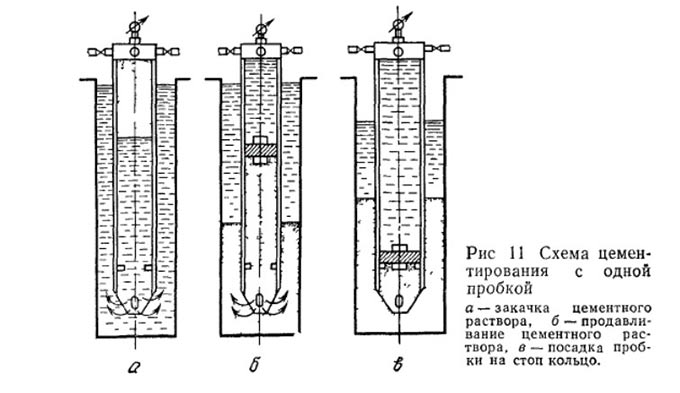
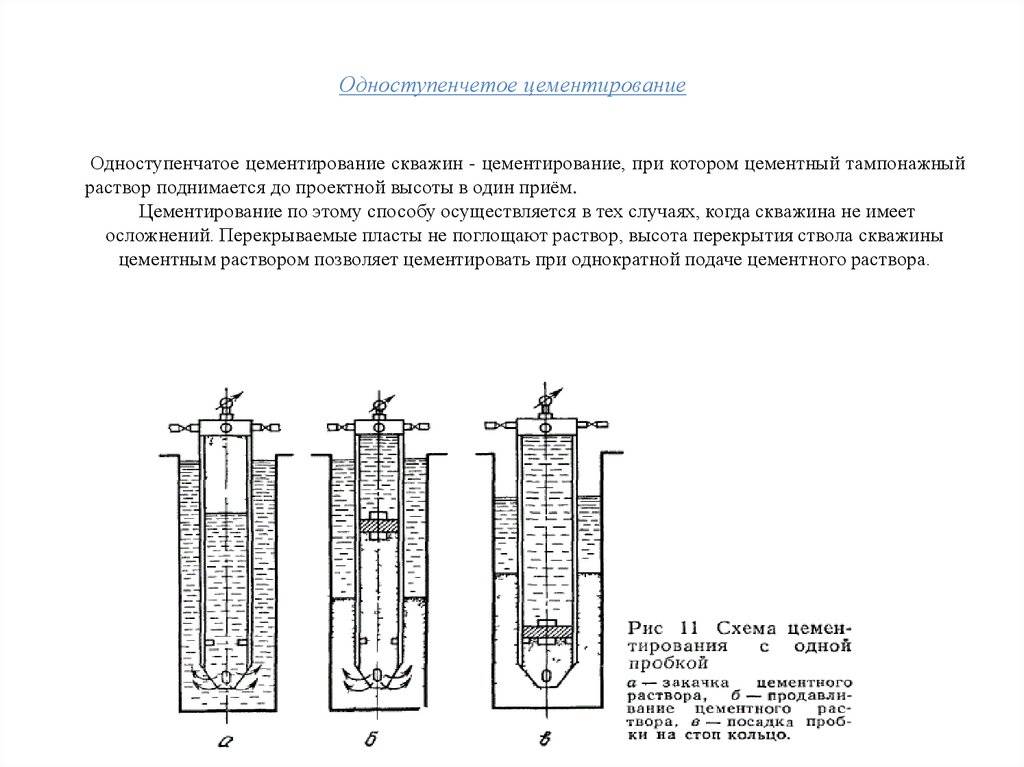
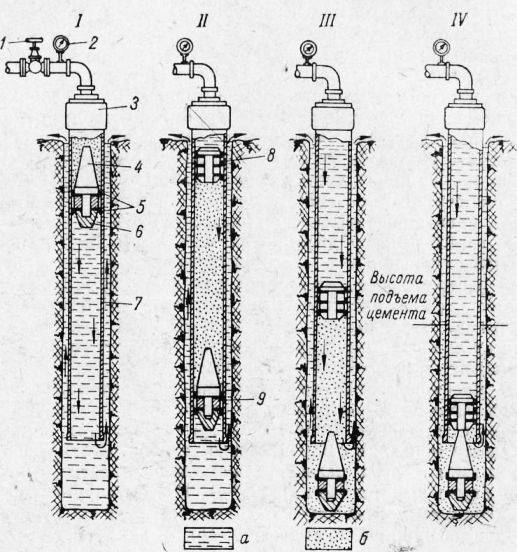
একক-পর্যায়ে সিমেন্টিং সবচেয়ে সাধারণ এবং নিম্নরূপ (চিত্র 73)। কেসিংটি কূপের মধ্যে নামানোর পরে, ওয়েলহেডে একটি সিমেন্টিং হেড ইনস্টল করা হয় এবং ড্রিলিং তরলটির ঘনত্ব সম্পূর্ণ সমান না হওয়া পর্যন্ত ফ্লাশিং শুরু করা হয় (কূপের খাঁড়িতে ড্রিলিং তরলটির ঘনত্ব ঘনত্বের সমান হওয়া উচিত। আউটলেটে)।





সিমেন্টিং শুরু করার আগে, সিমেন্টিং ইউনিট থেকে সিমেন্টিং হেড পর্যন্ত সমস্ত বহুগুণ লাইনে 3 মিনিটের জন্য কাজের চাপের 1.5 গুণ চাপ দিতে হবে।
কূপে সিমেন্ট স্লারি পাম্প করার আগে, একটি বাফার তরল পাম্প করা বাঞ্ছনীয় (NaCl, CaCl এর জলীয় দ্রবণ2 এবং অন্যান্য বা ক্ষার NaOH) ড্রিলিং তরল পাতলা করতে এবং সান্দ্রতা এবং স্ট্যাটিক শিয়ার স্ট্রেস কমাতে।
তারপর, সিমেন্টিং ইউনিট এবং সিমেন্ট মিক্সার ব্যবহার করে, সিমেন্ট স্লারি মিশ্রিত হয়, যা সিমেন্টিং হেডের মাধ্যমে কেসিং স্ট্রিংয়ে পাম্প করা হয়। অ্যানুলাসে সিমেন্ট স্লারির গণনাকৃত ভলিউম বের করার জন্য, সিমেন্টিং সেপারেশন প্লাগটি ছেড়ে দেওয়া প্রয়োজন, যা একটি লকিং স্ক্রু দিয়ে সিমেন্টিং হেডের ভিতরে রাখা হয়। ডিসপ্লেসমেন্ট ফ্লুইড সিমেন্টিং সেপারেশন প্লাগের উপর থেকে কেসিং স্ট্রিংয়ে পাম্প করা হয়।
চিত্র 73—এক-পর্যায়ে সিমেন্ট করার স্কিম
স্থানচ্যুতি তরলের শেষ 0.5-1 m 3 একটি সিমেন্টিং ইউনিট দ্বারা পাম্প করা হয়।ফলস্বরূপ, প্লাগটি স্টপ রিংয়ের উপর "বসে" এবং এই মুহুর্তে সিমেন্টিং মাথার চাপ তীব্রভাবে বৃদ্ধি পায়। এটি সিমেন্টিং প্রক্রিয়ার শেষ হিসাবে কাজ করে।
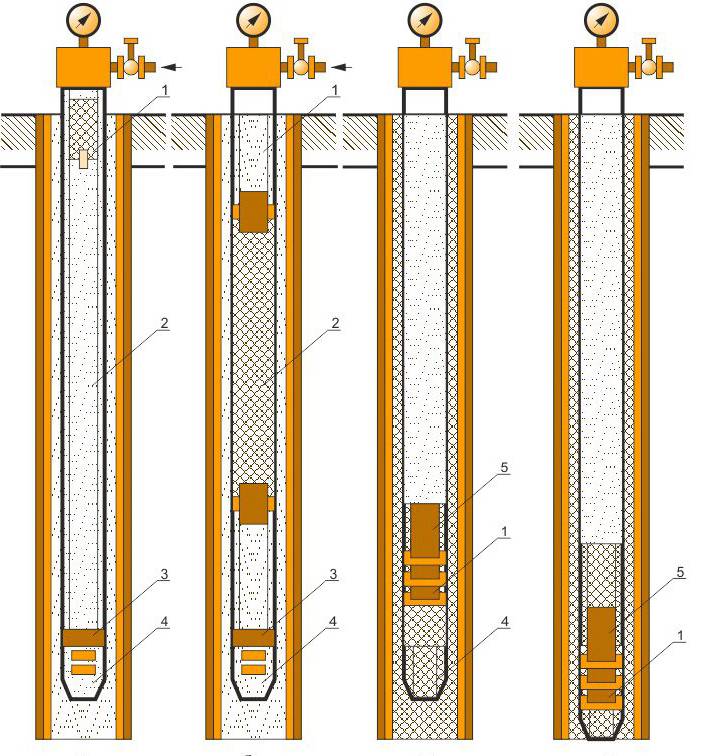
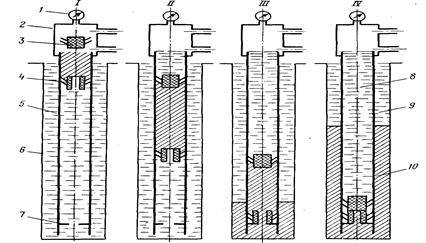
দ্বি-পর্যায়ের সিমেন্টিং এমন ক্ষেত্রে ব্যবহার করা হয় যেখানে সিমেন্টের স্লারিকে পূর্বনির্ধারিত উচ্চতায় তুলতে অসুবিধা হয়, বা উচ্চ নীচের গহ্বরের তাপমাত্রা, যা একক-পর্যায়ে সিমেন্টিংয়ের সময়কে সীমিত করে, বা অবিচ্ছিন্ন সিমেন্টিংয়ের প্রয়োজন হয়।
এটি করার জন্য, কেসিং স্ট্রিং সরঞ্জামগুলির মধ্যে একটি পৃথক সিমেন্টিং হাতা অন্তর্ভুক্ত করা হয়েছে, যা সিমেন্টিং বিরতির সীমানায় ইনস্টল করা হয়। নিম্ন ব্যবধানের সিমেন্টিং এক-পর্যায়ের সিমেন্টিংয়ের মতো একইভাবে ঘটে।
অ্যানুলাসের উপরের অংশের আয়তনের সমান পরিমাণে সিমেন্ট স্লারির দ্বিতীয় অংশটি পাম্প করার আগে, একটি বল কূপে ফেলে দেওয়া হয়। সিমেন্টিং স্লিভের কাছে পৌঁছে, চাপ এবং পাশের ছিদ্র খোলার ক্রিয়ায় বলটি চলমান হাতা থেকে নীচে চলে যায়, যার মাধ্যমে সিমেন্ট স্লারির দ্বিতীয় অংশটি অ্যানুলাসে প্রবেশ করে।
সমাধানের সঠিক প্রস্তুতি
ভালভাবে সিমেন্ট করার জন্য সিমেন্টিং স্লারিকে অবশ্যই বেশ কয়েকটি প্রয়োজনীয়তা পূরণ করতে হবে এবং রয়েছে:
- যে কোনও ধরণের পৃষ্ঠের সাথে উচ্চ আঠালো বৈশিষ্ট্য;
- শক্ত হওয়ার পরে উচ্চ শক্তি, যান্ত্রিক চাপের প্রতিরোধ;
- সমস্ত ফাটল এবং শূন্যতা পূরণ করার জন্য প্লাস্টিসিটি এবং ভাল তরলতা;
- প্লাগ করা মাটির স্তর সম্পর্কিত রাসায়নিক নিরপেক্ষতা;
- ভূগর্ভস্থ জল দ্বারা ক্ষয় প্রতিরোধের;
- শক্ত হওয়ার সময় কোন সংকোচন নেই।
এছাড়াও, দ্রবণটির এমন একটি সামঞ্জস্য থাকতে হবে যাতে এটি সহজেই কূপে পৌঁছে দেওয়া যায় এবং ইনজেকশন দেওয়া যায়।দ্রবণটি অবশ্যই সরঞ্জামগুলি থেকে ভালভাবে ধুয়ে ফেলতে হবে, এটির প্রতি রাসায়নিকভাবে আক্রমণাত্মক হবে না এবং কূপে পরিবহনের সময় সর্বনিম্ন ক্ষতির গুণাঙ্ক থাকতে হবে।
ব্যবহৃত গ্রাউটিং স্লারি অবশ্যই ইনজেকশন সরঞ্জাম দ্বারা পাম্প করার জন্য পর্যাপ্ত তরল কাঠামো থাকতে হবে এবং একই সাথে উচ্চ শক্তির বৈশিষ্ট্য থাকতে হবে।
প্লাগিংয়ের জন্য একটি সিমেন্ট স্লারি প্রস্তুত করার প্রক্রিয়ার মধ্যে রয়েছে উপাদানগুলির অভিন্ন মিশ্রণ যা এর গঠন তৈরি করে, তারপরে এতে জল ঢালা হয়, বিশেষ সংযোজনগুলি আগে দ্রবীভূত করা হয়।
আপনি নিজেকে প্রস্তুত করতে পারেন এমন সহজ সমাধানগুলি হল:
- পোর্টল্যান্ড সিমেন্ট + কোয়ার্টজ বালি (1:1) + বিশেষ সংযোজন এবং জল যতক্ষণ না পছন্দসই ধারাবাহিকতা পাওয়া যায়। যেমন একটি সমাধান একটি কম ঘনত্ব আছে, এবং তার প্রস্তুতি কঠিন, কারণ। সংমিশ্রণের অংশ বালি প্রায়শই প্রসারিত হয় এবং দ্রবণটির ব্যবহার অসম্ভব হয়ে পড়ে।
- পোর্টল্যান্ড সিমেন্ট + ব্যারাইট (1.1:1) + বিশেষ সংযোজন এবং জল। এই সমাধানের অসুবিধা হল কম শক্তি।
- পোর্টল্যান্ড সিমেন্ট + ফিলার। অ্যাসবেস্টস একটি ফিলার (বালুকাময় মাটিতে), তন্তুযুক্ত পদার্থ হিসাবে ব্যবহৃত হয়।
সিমেন্টিং মিশ্রণ তৈরির জন্য, পোর্টল্যান্ড সিমেন্ট ব্যবহার করা ভাল, যা সিলিকেটের উপর ভিত্তি করে এক ধরনের সিমেন্ট।
এই ধরনের সিমেন্ট, অবশ্যই, সাধারণ পোর্টল্যান্ড সিমেন্টের চেয়ে বেশি ব্যয়বহুল, তবে এর শক্তি বৈশিষ্ট্যগুলি সাধারণ সিমেন্টের তুলনায় অনেক বেশি। বারাইট একটি ভারী খনিজ যা দ্রবণের ঘনত্ব বাড়ায়। আপনি একটি হার্ডওয়্যারের দোকানে বারাইট কিনতে পারেন যা বাল্ক বিল্ডিং উপকরণ বিক্রি করে।
সিমেন্টিং মর্টারগুলির অংশ বিশেষ সংযোজনগুলির অধীনে, আমরা বিভিন্ন পদার্থ বুঝতে পারি যা মর্টারকে বিশেষ বৈশিষ্ট্য দেয়।এর মধ্যে রয়েছে:
- সিমেন্ট সেটিং এক্সিলারেটর (ক্যালসিয়াম ক্লোরাইড, সোডা অ্যাশ, পটাশ), ব্যবহার করা হয় যদি সিমেন্টিং +5 ডিগ্রির নিচে তাপমাত্রায় ঘটে;
- দ্রুত শক্ত হওয়া রোধ করতে ব্যবহৃত রিটার্ডার সেট করা (এগুলি হল ক্যালসিয়াম বা সোডিয়াম ক্লোরাইড, সোডিয়াম নাইট্রাইট ইত্যাদি);
- সর্বোত্তম সান্দ্রতা (পলিমার মডিফায়ার) পেতে প্লাস্টিকাইজার;
- হিম-প্রতিরোধী সংযোজন (অর্গানোসিলিকন যৌগ প্লাস্টিকাইজারের সাথে মিলিত);
- আর্দ্রতা-শোষণকারী সংযোজন (শর্করা, সাইট্রিক, টারটারিক এবং টেট্রাহাইড্রোক্সিয়াডিপিক অ্যাসিডের গ্রুপের যৌগ থেকে প্রাপ্ত পদার্থ) ইত্যাদি।
বিশেষ সংযোজনগুলি জলে মিশ্রিত হয়, যা পরবর্তীকালে সিমেন্ট স্লারি প্রস্তুত করতে ব্যবহৃত হয়। বিশেষ মেশিনের সাহায্যে সমাধান মিশ্রিত করুন - মিক্সার। কখনও কখনও ম্যানুয়াল গিঁট অনুমোদিত হয়, তবে এর জন্য কিছু দক্ষতা এবং প্রচুর পরিশ্রমের প্রয়োজন হয়।
সিমেন্ট পাথর, পোর্টল্যান্ড সিমেন্টের শক্ত হওয়ার সময় গঠিত, উচ্চ শক্তির বৈশিষ্ট্য রয়েছে, ভার সহ্য করে, যান্ত্রিক এবং শারীরিক প্রভাব
বিষয়ে উপসংহার এবং দরকারী ভিডিও
নীচের ভিডিওগুলিতে, আমরা তেল এবং গ্যাস শিল্পের কূপগুলির বিষয়ে কথা বলছি, তবে কাজের প্রযুক্তির নীতিটি জলাধারের মতোই।
এক-পর্যায় কূপ সিমেন্টিং পদ্ধতি:
হাতা সিমেন্টিং উত্পাদনের নির্দিষ্টকরণ:
দুই-পর্যায়ের সিমেন্টিংয়ের প্রযুক্তিগত বৈশিষ্ট্য:
সিমেন্টিং একটি জটিল প্রক্রিয়া যার জন্য বিশেষ সরঞ্জাম ব্যবহার করা প্রয়োজন। যাইহোক, এর অর্থ এই নয় যে এটি আপনার নিজের থেকে চালানো অসম্ভব। ন্যূনতম একক সেট ব্যবহার করে সিমেন্ট স্লারিটি বেছে নেওয়া এবং সঠিকভাবে প্রস্তুত করার পরে, আপনার নিজের কাজটি মোকাবেলা করা বেশ সম্ভব।
যাই হোক না কেন, সিমেন্ট দিয়ে ওয়েলবোরকে শক্তিশালী না করে একটি কূপ পরিচালনা করা দীর্ঘ হবে না এবং একটি নতুন জলের উত্স খননের খরচও কম হবে না।
উপাদানটি অধ্যয়ন করার পরেও যদি আপনার এখনও প্রশ্ন থাকে যে কীভাবে ড্রিলিং করার পরে একটি কূপ সঠিকভাবে সিমেন্ট করা যায়, বা এই বিষয়ে আপনার মূল্যবান জ্ঞান থাকে, দয়া করে নীচের ব্লকে আপনার মন্তব্যগুলি দিন।



