
- সিমেন্টিং পদ্ধতির পছন্দ বেশ কয়েকটি শর্ত দ্বারা নির্ধারিত হয়।
- ওয়েল সিমেন্টিং প্রযুক্তিগত প্রক্রিয়া
- সিমেন্টিং প্রক্রিয়া
- ডিসচার্জ বৈশিষ্ট্য
- সরঞ্জাম এবং উপকরণ:
- সিমেন্টিং প্রযুক্তি
- একক পর্যায় (নিরবিচ্ছিন্ন) সিমেন্টিং সিস্টেম
- ওয়েল প্লাগিং এর প্রকারভেদ।
- কেন কূপ সিমেন্ট করা প্রয়োজন?
- কার্বারাইজিং প্রক্রিয়ার বর্ণনা
- সিমেন্টযুক্ত কূপের গুণমান কীভাবে মূল্যায়ন করা হয়?
- ভাল সিমেন্টিং পদ্ধতি
- সিমেন্ট পাথর গঠনের প্রক্রিয়া
- প্রতিরক্ষামূলক স্তর শক্ত করার সময়কাল এবং এর গুণমান পরীক্ষা করা
- কূপ হত্যার জন্য নিরাপত্তা ব্যবস্থা।
- বিষয়ে উপসংহার এবং দরকারী ভিডিও
সিমেন্টিং পদ্ধতির পছন্দ বেশ কয়েকটি শর্ত দ্বারা নির্ধারিত হয়।
রেটিং: / 0
সিমেন্টিং পদ্ধতির পছন্দ নির্ধারণের প্রথম শর্ত হল নিরোধক কাজের নিয়োগ। সিমেন্টের আবরণ ঠিক করার সময়, কূপে উচ্চ-চাপের জলের প্রবাহকে বিচ্ছিন্ন করার সময়, এবং যখন অন্তর্নিহিত গঠনে ফিরে আসে, তখন সিমেন্টিং বিশেষ গর্তের মাধ্যমে জুজু বা সিমেন্ট প্লাগ ছিদ্র করে চাপে সিমেন্টিং ব্যবহার করা হয়। ওভারলাইং গঠনে ফিরে আসার সময়, চাপ ছাড়াই সিমেন্টিং ব্যবহার করা হয়।
দ্বিতীয় শর্ত যা সিমেন্টিং পদ্ধতির পছন্দ নির্ধারণ করে তা হল কূপের শোষণ ক্ষমতা।এই ক্ষেত্রে, "ভাল শোষণ ক্ষমতা" অভিব্যক্তিটি শর্তসাপেক্ষ, এর অর্থ হল যে কোনও গর্তের জল এবং সিমেন্ট মর্টারের শোষণ ক্ষমতা যার মাধ্যমে উত্পাদন স্ট্রিংয়ের পিছনে একটি অন্তরক পদার্থের ইনজেকশন পরিকল্পনা করা হয়েছে।
তাদের শোষণ ক্ষমতা অনুযায়ী, কূপগুলি তিনটি গ্রুপে বিভক্ত। প্রথম গোষ্ঠীতে এমন কূপ অন্তর্ভুক্ত রয়েছে যেগুলির শোষণ ক্ষমতা 0.1 m3/মিনিটের বেশি নয় যেখানে 50 এর বেশি কূপ চাপে। এই ধরনের কূপের স্থির স্তর ওয়েলহেডে থাকে এবং কখনও কখনও কূপ থেকে তরলও বেশি থাকে। কম শোষণ ক্ষমতা সহ কূপগুলি ফ্লাশ করার সময়, ফ্লাশিং জল শোষিত হয় না। দ্বিতীয় গোষ্ঠীর কূপগুলিতে, স্থির স্তর সাধারণত ওয়েলহেডের নীচে থাকে; যখন সেগুলি ফ্লাশ করা হয়, ফ্লাশিং জল আংশিকভাবে শোষিত হয়। শোষণ কূপ নিম্নলিখিত বৈশিষ্ট্য দ্বারা চিহ্নিত করা হয়. 50-200 মিটার উঁচু একটি তরল কলামের সাথে মিল রেখে তাদের একটি নিম্ন স্থির স্তর রয়েছে এবং জল, কাদামাটি এবং সিমেন্ট মর্টারগুলির জন্য উচ্চ শোষণ ক্ষমতা রয়েছে। ফলস্বরূপ, 100 লি / সেকেন্ড পর্যন্ত ক্ষমতা সহ ফ্লাশিং ইউনিটগুলি ফরোয়ার্ড এবং রিভার্স ফ্লাশিংয়ের সময় সঞ্চালন ঘটাতে পারে না। যখন জল, কাদামাটি এবং সিমেন্টের স্লারিগুলি ইনজেকশন করা হয়, তখন শোষণকারী কূপের স্তর বৃদ্ধি পায়, কিন্তু তারপর অল্প সময়ের মধ্যে (0.5-1 ঘন্টা) এটি একটি স্থির স্তরে নেমে যায়। শোষণ কূপগুলির এই বৈশিষ্ট্যগুলির জন্য নির্দিষ্ট সিমেন্টিং পদ্ধতি ব্যবহার করা প্রয়োজন।
একটি উচ্চ জল কাটা সঙ্গে, এটি ফিল্টার গর্ত মাধ্যমে সিমেন্টিং প্রয়োগ করা প্রয়োজন, একটি কম জল কাটা সঙ্গে - বিশেষ গর্ত মাধ্যমে সিমেন্টিং বা তেল-সিমেন্ট মর্টার ব্যবহার করুন।
চতুর্থ শর্ত যা সিমেন্টিং পদ্ধতির পছন্দ নির্ধারণ করে তা হল পিছনের-কেসিং সঞ্চালন চ্যানেলগুলি পরিষ্কার করার সম্ভাবনা, যার মাধ্যমে শিলা কণা, কাদামাটি এবং অকথিত সিমেন্ট ভর থেকে বহিরাগত জল প্রবেশ করে। ওয়েলবোরের একটি অংশকে অনুকরণ করে একটি যন্ত্রে TatNII-তে করা সিমেন্ট শীথ পুনরুদ্ধারের প্রক্রিয়ার অধ্যয়ন দেখিয়েছে যে এই ফাটলগুলিকে প্রাক-ফ্লাশ করা হলে পিছনের-কেসিং সঞ্চালন চ্যানেলগুলির নির্ভরযোগ্য বিচ্ছিন্নতা অর্জন করা যায়। কমপক্ষে 10 মি/সেকেন্ডের প্রবাহ হারে জল। এই প্রবাহ হার শর্তের অধীনে প্রদান করা হয়:
যেখানে: q - জলাধার নিষ্কাশনের সময় জল প্রবাহের হার, m3/দিন;
D- তুরপুনের সময় ওয়েলবোরের ব্যাস, মি;
h হল সিমেন্টের রিংয়ে ফাটলের দৈর্ঘ্য, m,
B হল একটি ধ্রুবক মান, • day2/m6 এ।
ন্যূনতম q জল প্রত্যাহার সহ নিবিড় কূপ নিষ্কাশনের পরে, ফিল্টার গর্তের মাধ্যমে সিমেন্টিং প্রয়োগ করা হয়।
গঠন থেকে অপর্যাপ্ত জলের প্রবাহের ক্ষেত্রে, একটি প্যাকার ব্যবহার করে পিছনের-কেসিং সঞ্চালন চ্যানেলগুলির প্রাথমিক ফ্লাশিং সহ বিশেষ গর্তের মাধ্যমে সিমেন্টিং ব্যবহার করা হয়।
সিমেন্টিং পদ্ধতির পছন্দ নির্ধারণের পঞ্চম শর্ত হল কূপের গভীরতা। গভীরতা বৃদ্ধির সাথে, ঢালা পাইপগুলিকে নামানোর এবং বাড়ানোর সময় বৃদ্ধি পায়, ফ্লাশিংয়ের সময় হাইড্রোলিক প্রতিরোধ ক্ষমতা বৃদ্ধি পায়, সেইসাথে নীচের গহ্বরে তাপমাত্রা এবং চাপও বৃদ্ধি পায়। এই কারণগুলি এক বা অন্য সিমেন্টিং পদ্ধতি ব্যবহার করার সম্ভাবনাকে সীমিত করে।
ষষ্ঠ শর্ত, যা একটি সিমেন্টিং পদ্ধতি নির্বাচন করার সময় বিবেচনা করা হয়, উত্পাদন স্ট্রিং এর প্রযুক্তিগত অবস্থা। অনেক ক্ষেত্রে, এটি সর্বোচ্চ সম্ভাব্য স্থানচ্যুতি চাপের মান সীমিত করে এবং কলামে চাপ হ্রাসের মাত্রা নির্ধারণ করে।
< >
ওয়েল সিমেন্টিং প্রযুক্তিগত প্রক্রিয়া
তুরপুন অপারেশন চূড়ান্ত পর্যায়ে একটি প্রক্রিয়া যে দ্বারা অনুষঙ্গী হয় ভাল সিমেন্ট জড়িত. পুরো কাঠামোর কার্যকারিতা নির্ভর করে এই কাজগুলো কতটা ভালোভাবে করা হয় তার উপর। এই পদ্ধতিটি চালানোর প্রক্রিয়াতে অনুসরণ করা মূল লক্ষ্য হল ড্রিলিং তরলকে সিমেন্ট দিয়ে প্রতিস্থাপন করা, যার অন্য নাম - সিমেন্ট স্লারি। সিমেন্টিং কূপগুলি এমন একটি রচনার প্রবর্তন জড়িত যা শক্ত হতে হবে, পাথরে পরিণত হবে। আজ অবধি, সিমেন্টিং কূপের প্রক্রিয়া চালানোর বিভিন্ন উপায় রয়েছে, তাদের মধ্যে সর্বাধিক ব্যবহৃত 100 বছরেরও বেশি বয়সী। এটি একটি একক-পর্যায়ের কেসিং সিমেন্টিং, যা 1905 সালে বিশ্বে প্রবর্তিত হয়েছিল এবং আজ মাত্র কয়েকটি পরিবর্তনের সাথে ব্যবহৃত হয়।
সিমেন্টিং প্রক্রিয়া
ওয়েল সিমেন্টিং প্রযুক্তিতে 5টি প্রধান ধরনের কাজ জড়িত: প্রথমটি হল সিমেন্টের স্লারি মেশানো, দ্বিতীয়টি হল কূপে কম্পোজিশন পাম্প করা, তৃতীয়টি নির্বাচিত পদ্ধতিতে মিশ্রণটিকে অ্যানুলাসে খাওয়ানো, চতুর্থটি হল সিমেন্টের মিশ্রণকে শক্ত করা, পঞ্চম কাজ সঞ্চালিত মান পরীক্ষা করা হয়.
কাজ শুরু করার আগে, একটি সিমেন্টিং স্কিম তৈরি করা উচিত, যা প্রক্রিয়াটির প্রযুক্তিগত গণনার উপর ভিত্তি করে।
খনি এবং ভূতাত্ত্বিক অবস্থা বিবেচনা করা গুরুত্বপূর্ণ হবে; ব্যবধানের দৈর্ঘ্য যা শক্তিশালী করার প্রয়োজন; ওয়েলবোরের নকশার বৈশিষ্ট্য, সেইসাথে এর অবস্থা। একটি নির্দিষ্ট এলাকায় এই ধরনের কাজ বাস্তবায়নে গণনা এবং অভিজ্ঞতা বহন করার প্রক্রিয়াতে ব্যবহার করা উচিত
ডিসচার্জ বৈশিষ্ট্য
অ্যানুলাসে মিশ্রণ সরবরাহের বিভিন্ন পদ্ধতি দ্বারা সিমেন্টিং করা যেতে পারে, তদুপরি, কাজের প্রক্রিয়াতে বিভিন্ন ডিভাইস ব্যবহার করা যেতে পারে। সিমেন্টিং কূপগুলি মিশ্রণের সরাসরি সরবরাহের সাথে জড়িত হতে পারে, এই ধরনের স্কিমে কেসিং স্ট্রিংয়ের অভ্যন্তরীণ স্থানে সিমেন্টের প্রবাহ জড়িত থাকে, তারপরে এটি সরাসরি জুতোর দিকে যায় এবং অ্যানুলাসে আরও প্রবেশ করে, যখন দ্রবণের প্রবাহ হয় নিচ থেকে উপরে তৈরি। বিপরীত স্কিমের সাথে, ইনজেকশনটি বিপরীত ক্রমে সঞ্চালিত হয়, উপরে থেকে নীচে।
এই ক্ষেত্রে, ভাল সিমেন্টিং এক পদ্ধতিতে বাহিত হতে পারে, যার সময় মিশ্রণটি প্লাগ করার জন্য প্রয়োজনীয় ভলিউম এক সময়ে জোর করে দেওয়া হয়।
কূপের উল্লেখযোগ্য গভীরতা থাকলে দুই-পর্যায়ের সিমেন্টিং ব্যবহার করা হয়। প্রযুক্তিগত প্রক্রিয়াটি সরঞ্জাম ব্যবহারের মাধ্যমে পৃথক ব্যবধানের অনুক্রমিক ভরাটে বিভক্ত। কলার সিমেন্টিং, উপরের পদ্ধতির বিপরীতে, সিমেন্ট মিশ্রণের উত্তরণ থেকে ওয়েলবোরের একটি অংশকে রক্ষা করা জড়িত। কফ আপনাকে জলাধারের দৈর্ঘ্য বরাবর অবস্থিত এলাকা বিচ্ছিন্ন করতে দেয়। কূপের লুকানো কলাম এবং বিভাগ থাকতে পারে, তাদের সিমেন্টিং একটি পৃথক গ্রুপ হিসাবে শ্রেণীবদ্ধ করা যেতে পারে।
ভাল সিমেন্টিং বাস্তবায়ন, কাজের নির্বাচিত পদ্ধতি নির্বিশেষে, অ্যানুলাস থেকে ড্রিলিং দ্বারা গঠিত সমাধানটি বের করে দেওয়ার লক্ষ্য অনুসরণ করে, যা সেখানে একটি সিমেন্ট স্লারি স্থাপন করে সম্ভব।সিমেন্টিং সিমেন্ট মিশ্রণের সাথে ওয়েলবোর ব্যবধান সম্পূর্ণ ভরাট নিশ্চিত করে; সিমেন্টিংয়ের জন্য নির্ধারিত ব্যবধানের মধ্যে সিমেন্ট মিশ্রণের অনুপ্রবেশ দ্বারা ড্রিলিং তরল নির্মূল করা; ফ্লাশিং তরল অনুপ্রবেশ থেকে সিমেন্ট মিশ্রণের সুরক্ষা; সিমেন্ট পাথরের গঠন, যা গভীর লোডের আকারে বিভিন্ন ধরণের প্রভাবের উল্লেখযোগ্য প্রতিরোধের দ্বারা চিহ্নিত করা হয়; কূপের দেয়ালে এবং কেসিং স্ট্রিংয়ের পৃষ্ঠে সিমেন্ট পাথরের চমৎকার আনুগত্য।
সরঞ্জাম এবং উপকরণ:
- উল্লেখযোগ্য চাপে মিশ্রণ এবং তার পরবর্তী খোঁচা মেশানোর জন্য ডিজাইন করা সিমেন্টিং ইউনিট;
- সিমেন্ট-মিশ্রণ সরঞ্জাম;
- ওয়েলবোর ফ্লাশ করার জন্য মাথা সিমেন্ট করা এবং এর দেয়াল আরও সিমেন্ট করা;
- দুই-পর্যায়ের সিমেন্টিংয়ের জন্য প্লাগ পূরণ করা;
- উচ্চ চাপ ট্যাপ;
- ইস্পাত নমনীয় পায়ের পাতার মোজাবিশেষ;
- সমাধানের বিতরণ চালানোর জন্য ডিজাইন করা ডিভাইস।
সিমেন্টিং প্রযুক্তি
টার্বুলেটর
লেকচার 14
সিমেন্টিং হল বাইন্ডারের সাসপেনশন দিয়ে একটি কূপের নির্দিষ্ট ব্যবধানে ভরাট করার প্রক্রিয়া, যা বিশ্রামে ঘন হয়ে শক্ত, অভেদ্য দেহে পরিণত করতে সক্ষম।
সিমেন্টিং O.K. - কূপ নির্মাণের অন্যতম গুরুত্বপূর্ণ ধাপ। যেকোনো কূপের উচ্চ মানের সিমেন্টিং এর মধ্যে রয়েছে: এবং কলামের পিছনে সিমেন্ট পাথর।
সিমেন্টিংয়ের প্রধান লক্ষ্যগুলি হল:
এক). কূপ দ্বারা খোলার পরে একে অপরের থেকে ভেদযোগ্য দিগন্তের বিচ্ছিন্নতা, এবং অ্যানুলাসের মাধ্যমে তরল ওভারফ্লো গঠনের প্রতিরোধ;
2)। স্থগিত আবরণ স্ট্রিং;
3)।আক্রমনাত্মক গঠন তরল প্রভাব থেকে আবরণ স্ট্রিং সুরক্ষা;
চার)। কূপের আস্তরণের ত্রুটি দূর করা;
5)। বিভাজক স্ক্রিন তৈরি করা যা উত্পাদনশীল দিগন্তের জল রোধ করে;
6)। কূপে উচ্চ-শক্তির সেতু তৈরি করা, পর্যাপ্ত পরিমাণে বড় অক্ষীয় লোড শোষণ করতে সক্ষম;
7)। শোষক দিগন্তের বিচ্ছিন্নতা;
আট)। কূপের দেয়াল শক্তিশালীকরণ;
9)। কূপ পরিত্যাগের ক্ষেত্রে ওয়েলহেড সিল করা।
- একটি নির্দিষ্ট এলাকায় একটি নির্দিষ্ট মানের সিমেন্ট স্লারি (ড্রিলিং স্লারির পরিবর্তে) দিয়ে কূপের কণাকার স্থান সম্পূর্ণরূপে পূরণ করার জন্য উন্নত নিয়ম এবং কাজের নিয়মগুলি বাস্তবায়ন করা, সিমেন্ট স্লারি - পাথরের সাথে পাথরের যোগাযোগ নিশ্চিত করা। ঠিক আছে পৃষ্ঠ. এবং ভাল প্রাচীর যখন স্তরের অখণ্ডতা বজায় রাখা.




সিমেন্টিংয়ের প্রযুক্তিগত প্রক্রিয়া ভূতাত্ত্বিক এবং প্রযুক্তিগত কারণগুলির দ্বারা নির্ধারিত হয়।
এই কারণগুলি হল:
1. সিমেন্ট স্লারির সময় নির্ধারণ এবং ঘন করার সময়, এর rheological বৈশিষ্ট্য, অবক্ষেপন স্থায়িত্ব, জল হ্রাস এবং অন্যান্য বৈশিষ্ট্য।
2. অ্যানুলাসে ড্রিলিং এবং সিমেন্ট স্লারিগুলির মধ্যে সামঞ্জস্য এবং সম্পর্ক।
3. অ্যানুলাসে ড্রিলিং এবং সিমেন্ট স্লারিগুলির চলাচলের মোড।
4. ইনজেকশন দেওয়া সিমেন্ট উপাদানের আয়তন, কূপের দেয়ালের সাথে তার যোগাযোগের সময়।
5. বাফার তরল গুণমান এবং পরিমাণ.
7. কলাম সিমেন্টিং।
বিভিন্ন সিমেন্টিং পদ্ধতি আছে:
- প্রাথমিক সিমেন্টিংয়ের পদ্ধতি (একক-পর্যায়, মাল্টি-স্টেজ, বিপরীত, হাতা);
- সেকেন্ডারি (মেরামত এবং সংশোধন) সিমেন্টিংয়ের পদ্ধতি;
— বিভাজন সিমেন্ট সেতু ইনস্টল করার জন্য পদ্ধতি.
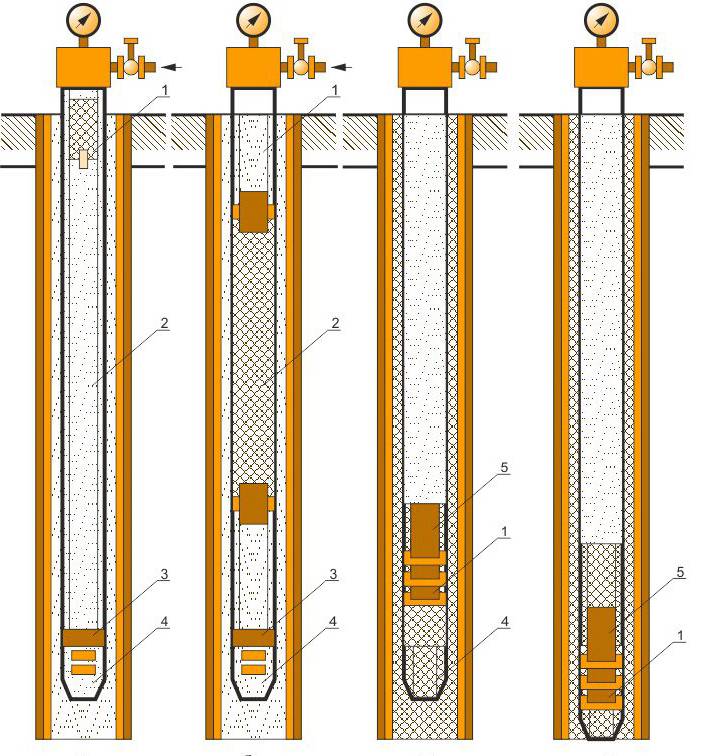
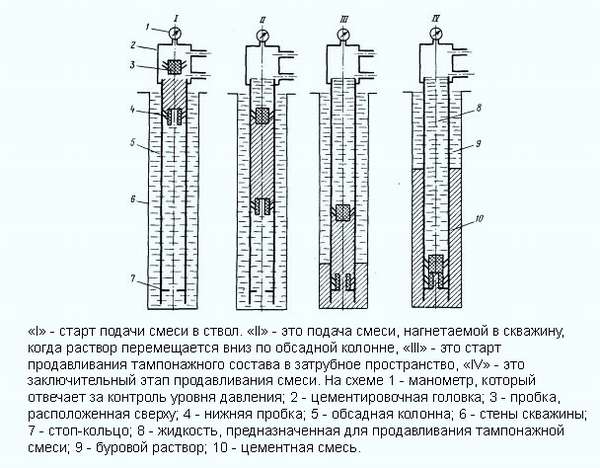
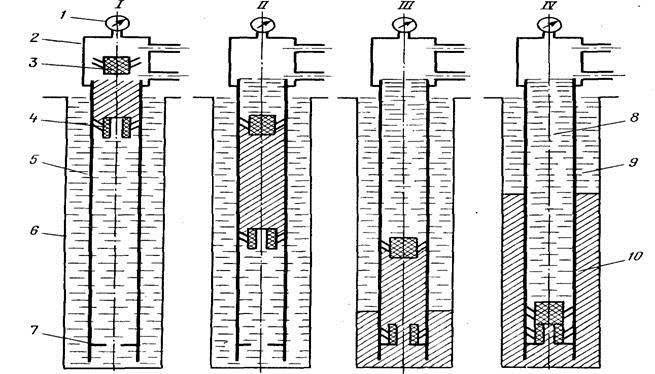
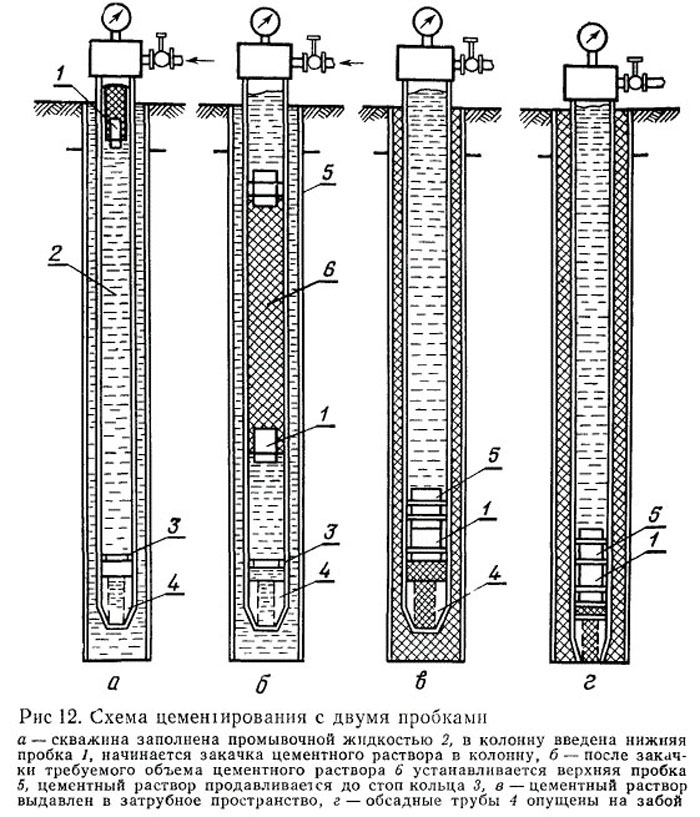
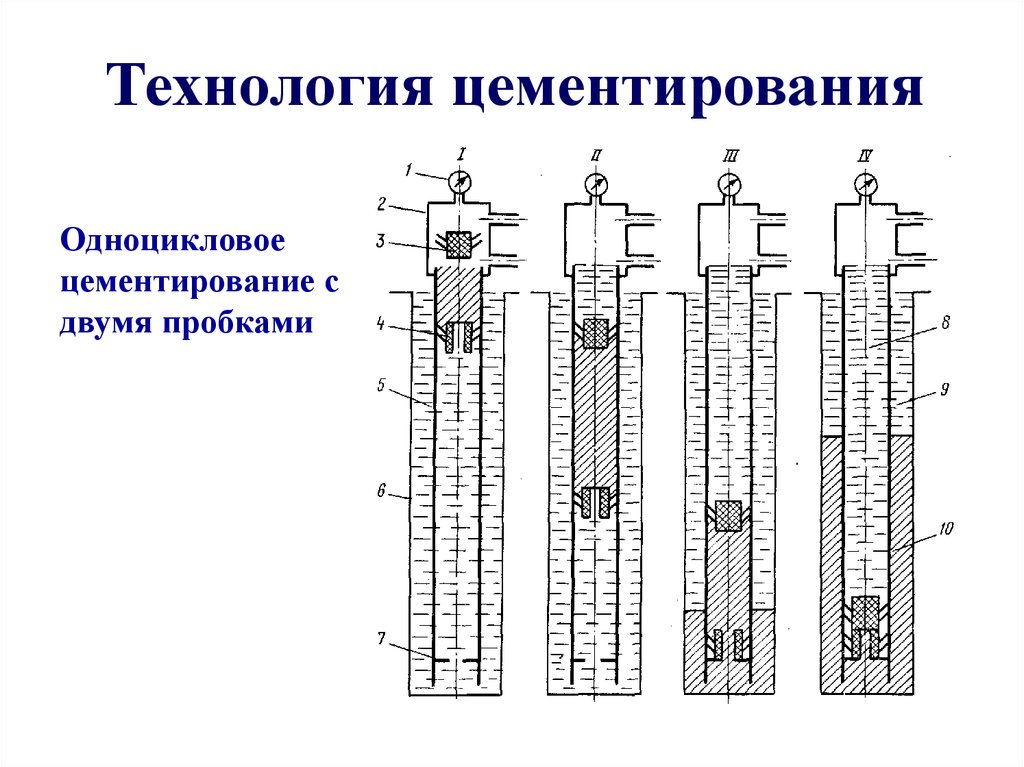
একক-পর্যায়ে সিমেন্টিং - সিমেন্ট স্লারিটি কূপ কণাকার স্থান এবং ওকে অংশের নির্দিষ্ট ব্যবধান পূরণ করার জন্য প্রয়োজনীয় পরিমাণে পাম্প করা হয়। চেক ভালভের নীচে, এবং স্কুইজিং তরল - চেক ভালভের উপরে কলামের অভ্যন্তরীণ গহ্বর পূরণ করার জন্য প্রয়োজনীয় পরিমাণে। সিমেন্ট স্লারির ঘনত্ব ড্রিলিং তরলের ঘনত্বের চেয়ে বেশি হতে হবে।
প্রাথমিক সিমেন্টিং এর প্রকার:
বিপরীতটি সত্য যখন সিমেন্ট স্লারি অবিলম্বে অ্যানুলাসে পাম্প করা হয়।
সরাসরি, যখন সিমেন্ট স্লারি ওকে পাম্প করা হয়, এবং শুধুমাত্র তখনই এটি অ্যানুলাসে চাপা হয়। এটি উপবিভক্ত:
ক) এক-পর্যায় (প্রায়শই ব্যবহৃত)।
খ) দুই-পর্যায় (দীর্ঘ বিরতিতে বা ANPD এর সাথে ব্যবহৃত)। এটি একটি সময়ের ব্যবধানের সাথে এবং একটি সময়ের ব্যবধান ছাড়াই হতে পারে।
স্টেপ সিমেন্টিং (সময়ে বিরতি সহ)। এটি ক্ষেত্রে ব্যবহৃত হয়:
1. যদি শিলা ফেটে যাওয়ার বিপদের কারণে এই ব্যবধানটি একবারে সিমেন্ট করা অসম্ভব হয়;
2. সিমেন্ট স্লারি সেট করা এবং শক্ত করার সময় যদি GNVP এর বিপদ থাকে;
3. যদি দীর্ঘ ব্যবধানে উপরের অংশে সিমেন্ট করা হয়, তাহলে একটি সিমেন্ট স্লারি ব্যবহার করতে হবে যা নিম্ন অংশের সাধারণ উচ্চ তাপমাত্রার সংস্পর্শে আসতে পারে না।
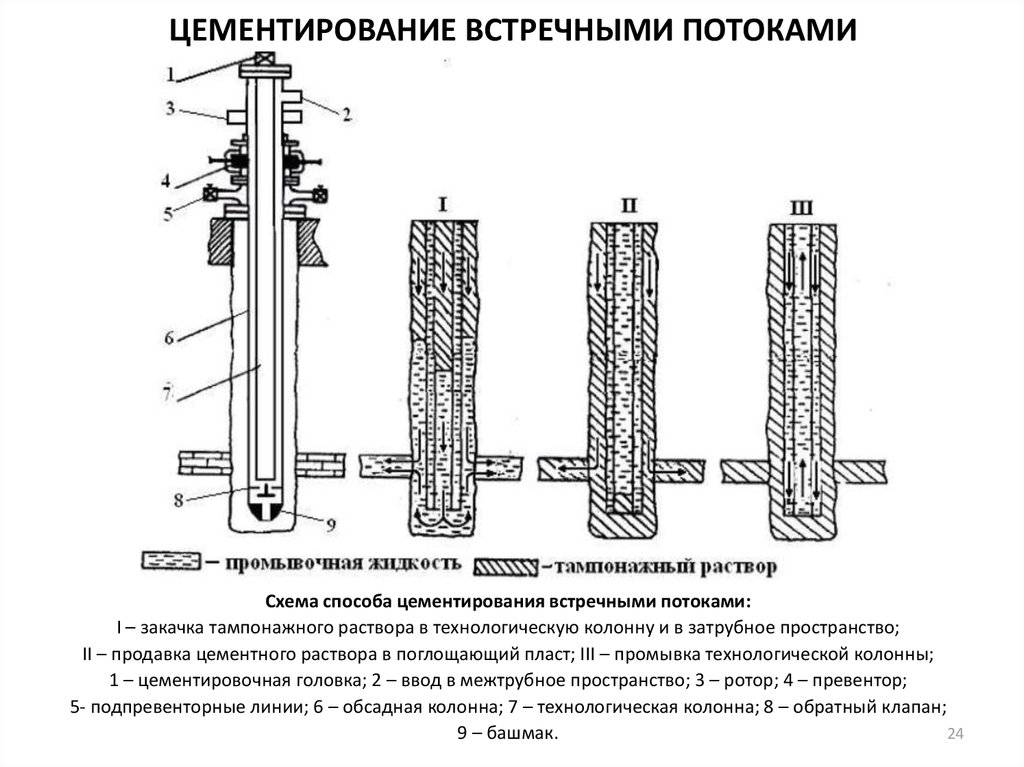
হাতা সিমেন্টিং। নিম্ন বিভাগ হলে প্রযোজ্য কেসিং স্ট্রিং পাইপ দিয়ে তৈরি প্রি-ড্রিলড গর্ত সহ। ফ্লাশিং শেষে, একটি বল কূপে ফেলে দেওয়া হয়। অগ্ন্যাশয়ের প্রবাহের সাথে, বলটি নেমে আসে এবং সিমেন্টিং হাতার নীচের হাতাটির স্যাডেলে বসে।পাম্পটি অগ্ন্যাশয়কে পাম্প করতে থাকলে, স্ট্রিংয়ের চাপ তীব্রভাবে বৃদ্ধি পায়, হাতাটি পিনগুলিকে কেটে দেয় যা এটিকে কাপলিং বডিতে ধরে রাখে, লিমিনারে নেমে যায় এবং অ্যানুলাসে তরল প্রস্থান করার জন্য জানালা খুলে দেয়। এই বিন্দু থেকে, প্রক্রিয়াটি দ্বি-পর্যায়ের সিমেন্টিংয়ের মতো একইভাবে এগিয়ে যায়।
93.79.221.197 পোস্ট করা উপকরণের লেখক নয়। কিন্তু এটি বিনামূল্যে অ্যাক্সেস প্রদান করে। একটি কপিরাইট লঙ্ঘন আছে? আমাদের লিখুন | প্রতিক্রিয়া
অ্যাডব্লক অক্ষম করুন! এবং পৃষ্ঠা রিফ্রেশ করুন (F5)খুব প্রয়োজনীয়
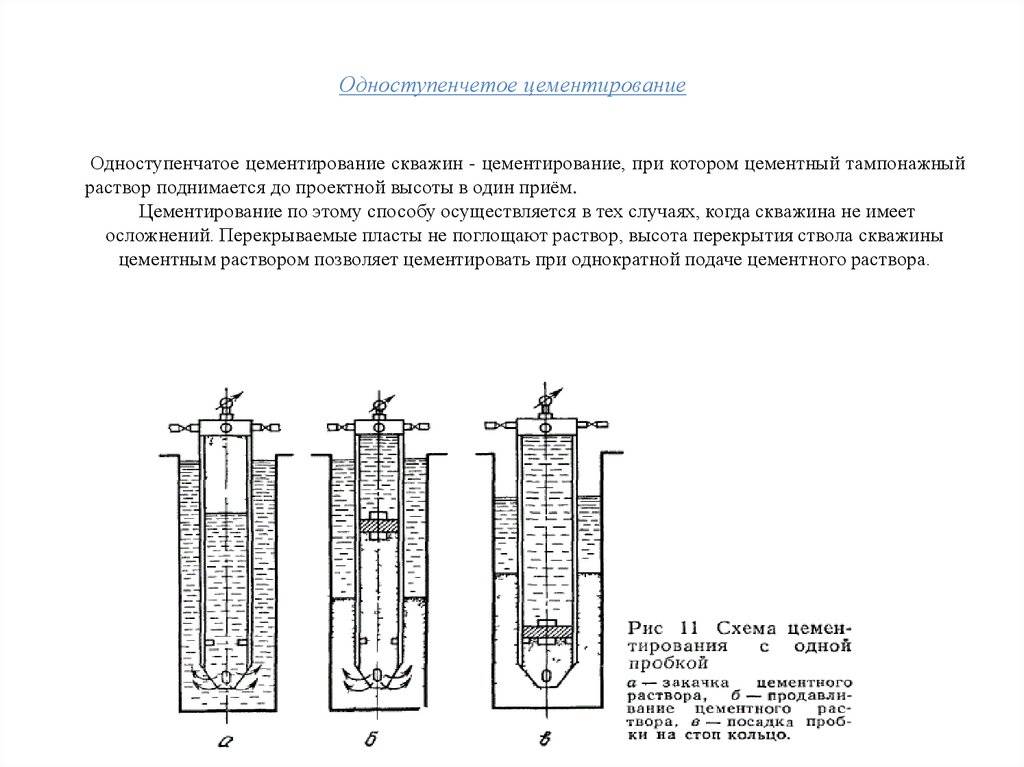
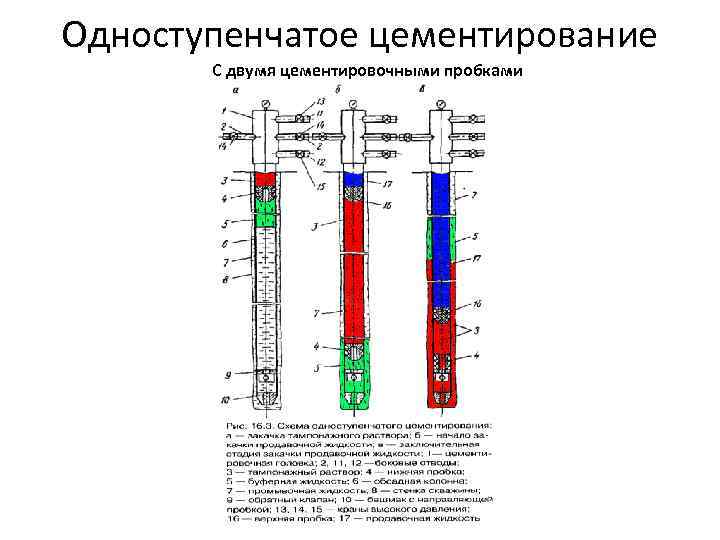
একক পর্যায় (নিরবিচ্ছিন্ন) সিমেন্টিং সিস্টেম
ব্যক্তিগত জলবাহী কাঠামোর কেসিং শ্যাফ্টগুলির দ্রুত এবং নির্ভরযোগ্য শক্তিশালীকরণের জন্য, একটি অবিচ্ছিন্ন মিশ্রণ সরবরাহ ব্যবস্থা ব্যবহার করা হয়। কূপগুলির একক-পর্যায়ে সিমেন্টিং গাড়ির ভিত্তি বা কাঠামোর কাছাকাছি ইনস্টল করা বিশেষ সরঞ্জাম ব্যবহার করে উচ্চ চাপে পাইপের চারপাশে একটি সিমেন্ট রচনার ইনজেকশন অন্তর্ভুক্ত করে।
গ্রাউটিং দ্রবণ, তার নিজস্ব ওজনের অধীনে, কলামের জুতার ভিত্তির দিকে নির্দেশিত হয়, যার ফলে সমস্ত বিদ্যমান গহ্বরগুলি পূরণ হয়।
কাজ শুরু করার আগে, ইনটেক শ্যাফ্টের একটি পুঙ্খানুপুঙ্খভাবে ফ্লাশিং করা হয়, তারপরে একটি বিশেষ স্টপার ইনস্টল করা হয় - একটি সীমাবদ্ধ। কংক্রিট পাম্প মিশ্রণটি সরবরাহ করে, যার ওজনের অধীনে প্লাগটি জুতার বেসে নামানো হয়।
সিমেন্ট পাম্প করার পরে, আরেকটি প্লাগ স্থাপন করা হয় এবং উভয় প্লাগ একে অপরের বিপরীতে না আসা পর্যন্ত মিশ্রণটি কম্প্যাক্ট করা হয়। এটি নিশ্চিত করে যে পাইপের চারপাশের স্থান সম্পূর্ণরূপে মর্টার দিয়ে পূর্ণ।
মিশ্রণ tamping জন্য, একটি vibropress সজ্জিত একটি কংক্রিট পাম্প ব্যবহার করা হয়। সিমেন্টের সম্পূর্ণ শক্ত হওয়া 48 ঘন্টা পরে ঘটে।
সলিড সিমেন্টিং সঠিক কনফিগারেশনের ছোট কূপের জন্য ব্যবহৃত হয়। ঢেলে দেওয়া সিমেন্ট মিশ্রণের ট্যাম্পিংয়ের গুণমান নিরীক্ষণের জটিলতাকে অসুবিধা হিসাবে বিবেচনা করা যেতে পারে।
ওয়েল প্লাগিং এর প্রকারভেদ।
প্রথম ধরনের ট্যাম্পোনেজ অস্থায়ী এবং এতে কাদামাটি এবং বিভিন্ন ট্যাম্পোন ব্যবহার করা হয়। একটি কূপ অস্থায়ী প্লাগিং প্রযোজ্য যখন কূপ পরীক্ষা করা হচ্ছে এবং এটি সম্পূর্ণরূপে জলজ বা তাদের পৃথক টুকরা বিচ্ছিন্ন করার প্রয়োজন হয়।
দ্বিতীয় ধরনের কূপ প্লাগিংকে স্থায়ী বলা যেতে পারে, এই ক্ষেত্রে, কূপটি সিমেন্ট মর্টার দিয়ে ভরা হয়। দীর্ঘ সময়ের জন্য কূপের স্থায়ী প্লাগিং করা হয়
এটা জানা গুরুত্বপূর্ণ যে মুক্ত-প্রবাহিত একুইফার সহ একটি অগভীর কূপ তরল হয়ে গেলে এবং ড্রিলিং তরল হারিয়ে গেলে কূপের কাদামাটি প্লাগিং প্রযোজ্য। যদি সীমিত সময়ের জন্য কূপগুলিকে পৃথক বিভাগে ভাগ করা প্রয়োজন হয়, তবে বিশেষ ট্যাম্পন ব্যবহার করা হয়, যাকে প্যাকার বলা হয়। জলের প্রাচুর্যের জন্য ফাটলযুক্ত ছিদ্রযুক্ত শিলা এবং শিলাগুলির গবেষণায়, সেইসাথে উচ্চ, নির্দিষ্ট জল শোষণের জন্য, প্যাকারগুলিও ব্যবহার করা হয়।
প্যাকারদের সাহায্যে, শিলা ধরণের শিলাগুলির সিমেন্টেশনের গুণমান পরীক্ষা করা সম্ভব, যেখানে তাদের অতিরিক্ত শক্তি দেওয়ার প্রয়োজন হয়।
জলের প্রাচুর্যের জন্য ফাটলযুক্ত ছিদ্রযুক্ত শিলা এবং শিলাগুলির গবেষণায়, সেইসাথে উচ্চ, নির্দিষ্ট জল শোষণের জন্য, প্যাকারগুলিও ব্যবহার করা হয়। প্যাকারদের সাহায্যে, শিলা ধরণের শিলাগুলির সিমেন্টেশনের গুণমান পরীক্ষা করা সম্ভব, যেখানে তাদের অতিরিক্ত শক্তি দেওয়ার প্রয়োজন হয়।
কেন কূপ সিমেন্ট করা প্রয়োজন?
- প্রথমত, কাঠামোর সামগ্রিক শক্তি বৃদ্ধি করা হয়।
- দ্বিতীয়ত, গ্রাউটিং পাইপের পৃষ্ঠকে রক্ষা করে, যা ধাতু দিয়ে তৈরি, ক্ষয় থেকে, যা মাটির আর্দ্রতার কারণে ঘটতে পারে।
- তৃতীয়ত, কূপটি যদি এমনভাবে তৈরি করা হয় যা বিভিন্ন তেল এবং গ্যাসের স্থানকে সংযুক্ত করে, তবে সিমেন্ট করার পরে তারা অবশ্যই একে অপরের থেকে বিচ্ছিন্ন হবে।
কার্বারাইজিং প্রক্রিয়ার বর্ণনা
আশ্চর্যের বিষয় নয়, গ্রাউটিং প্রযুক্তিতে বড় পরিবর্তন হয়েছে। এটি পুরানো থেকে সম্পূর্ণ আলাদা। এখন তারা সিমেন্ট মর্টারে পানির সঠিক অনুপাতের জন্য কম্পিউটারাইজড প্রযুক্তিগত গণনা ব্যবহার করে এবং তাদের জন্য বিশেষ সংযোজন ব্যবহার করে।
সিমেন্ট মর্টারগুলির সংযোজনগুলি এই আকারে হতে পারে:
- কোয়ার্টজ বালি - এটি আপনাকে সংকোচন কমাতে এবং শক্তি সর্বাধিক করতে দেয়
- তন্তুযুক্ত সেলুলোজ, যা কোথাও তরল সিমেন্টের ফুটো হতে দেয় না, বিশেষ করে সবচেয়ে ছিদ্রযুক্ত শিলা
- প্রাইমিং পলিমার - দৃঢ়করণের সময়, তারা প্রসারিত করে এবং মাটিকে কম্প্যাক্ট করে
- পোজোলানভ। এটি একটি বিশেষ টুকরা - অতি হালকা খনিজ, তারা জলরোধী এবং আক্রমণাত্মক রাসায়নিক থেকে ভয় পায় না। সিমেন্টেশনের সময় তেলের কূপগুলির জন্য প্লাগের একটি বিশেষ মাল্টি-স্টেজ মান নিয়ন্ত্রণ প্রয়োজন।
সিমেন্টযুক্ত কূপের গুণমান কীভাবে মূল্যায়ন করা হয়?
বিশেষ পদ্ধতি সম্পাদন করুন:
- তাপ - সিমেন্টের সর্বোচ্চ বৃদ্ধির স্তর নির্ধারণ করুন
- শাব্দ - সিমেন্টের সম্ভাব্য অভ্যন্তরীণ খালি স্থান সনাক্ত করে
- রেডিওলজিক্যাল - এই পদ্ধতির সময় এটি এক ধরনের এক্স-রে
ভাল সিমেন্টিং পদ্ধতি
এই মুহুর্তে, সিমেন্টিংয়ের চারটি প্রধান পদ্ধতি রয়েছে:
- একক ধাপ পদ্ধতি।সিমেন্ট মিশ্রণ কেসিং স্ট্রিং মধ্যে ঢেলে এবং একটি প্লাগ সঙ্গে প্লাগ করা হয়. ওয়াশিং দ্রবণ প্লাগে প্রয়োগ করা হয়। এই ধরনের ক্রিয়াগুলি এই সত্যের দিকে পরিচালিত করে যে সিমেন্টটি অ্যানুলাসে স্থানচ্যুত হয়
- দ্বি-পর্যায়। প্রযুক্তি অনুসারে, এটি একক পর্যায়ের একের মতোই। পার্থক্য হল যে কর্মগুলি প্রথমে নীচের অংশে এবং তারপর উপরের অংশে সঞ্চালিত হয়। দুটি বিভাগকে আলাদা করতে একটি বিশেষ রিং ব্যবহার করা হয়।
- কফ। কূপের উপরের অংশে সিমেন্ট করার জন্য শক্ত কলার দিয়ে সিমেন্টিং ব্যবহার করা হয়।
- পেছনে. সিমেন্ট স্লারি পাইপের পিছনের জায়গায় অবিলম্বে ঢেলে দেওয়া হয়, ড্রিলিং এবং পরিষ্কারের সমাধানগুলি কলামগুলির গহ্বরে জোর করে বের করা হয়।
MosOblBureniye কোম্পানি উচ্চ মানের সঙ্গে ভাল ড্রিলিং সঞ্চালিত. আপনি আমাদের বিশেষজ্ঞদের সাথে সহযোগিতার সাথে সন্তুষ্ট হবেন।






সিমেন্ট পাথর গঠনের প্রক্রিয়া
সিমেন্ট পাথর গঠনের প্রক্রিয়া প্লাগিং দ্রবণ ইনজেকশনের পরে অবিলম্বে শুরু হয় এবং 12 থেকে 36 ঘন্টা স্থায়ী হয়। সিমেন্ট পাথরের অবস্থায় মর্টার শক্ত হওয়ার সময়কালকে প্রভাবিত করে এমন প্রধান কারণগুলি:
- উপাদানগুলির বৈশিষ্ট্য যা সমাধান তৈরি করে;
- মাটি, আবরণ উপাদান;
- সাইটে হাইড্রোজোলজিকাল এবং জলবায়ু পরিস্থিতি;
- ইনজেকশন ঘনত্ব, প্লাগিং প্রক্রিয়ার সঠিক বাস্তবায়ন।
দৃঢ়করণের সময়, কূপটি বিশ্রামে ছেড়ে দেওয়া প্রয়োজন। এটা তারের ব্যবহার নিষিদ্ধ, crowbars, সিমেন্টিং গুণমান মূল্যায়ন তারের, কারণ. এটি ফলস্বরূপ সিমেন্ট পাথরের অখণ্ডতার সাথে আপস করতে পারে।
যদি আপনি না জানেন যে সিমেন্টের স্লারি সম্পূর্ণরূপে সেট হতে কতক্ষণ লাগে, তিন দিন অপেক্ষা করুন এবং নিয়ন্ত্রণ পরিমাপের সাথে এগিয়ে যান
এটা কৌতূহলোদ্দীপক: কিভাবে একটি কূপ পরিষ্কার করতে হয় বা কূপ পরিষ্কার করা হাত ধাপে ধাপে
প্রতিরক্ষামূলক স্তর শক্ত করার সময়কাল এবং এর গুণমান পরীক্ষা করা
মিশ্রণটি ঢালা শেষ হওয়ার সাথে সাথেই সিমেন্ট পাথরের গঠন শুরু হয়। সম্পূর্ণ শক্ত হওয়ার প্রক্রিয়াটি আশেপাশের তাপমাত্রা, মাটির গঠন এবং আর্দ্রতা, কেসিং উপাদানগুলির উপাদান, সেইসাথে দ্রবণের নিজেই বৈশিষ্ট্য এবং উপাদানগুলির তালিকার উপর নির্ভর করে। প্রতিরক্ষামূলক স্তরটি কখন সম্পূর্ণরূপে গঠিত হয়েছে তা নির্ধারণ করা সম্ভব না হলে, কোনও পদক্ষেপ নেওয়ার আগে কমপক্ষে 48 ঘন্টা অপেক্ষা করুন।
দুই দিন পরে, প্রাপ্ত প্রতিরক্ষামূলক স্তর পরীক্ষা করার সুপারিশ করা হয়। আরও সঠিক ফলাফল শুধুমাত্র বিশেষ পেশাদার সরঞ্জাম ব্যবহার করে প্রাপ্ত করা যেতে পারে। একটি সমাধানের অখণ্ডতা পরীক্ষা করার তিনটি উপায় রয়েছে:
- অ্যাকোস্টিক। কৌশলটি শ্যাফ্টের পুরো দৈর্ঘ্য বরাবর কেসিং পাইপ ট্যাপ করার এবং একটি কম্পিউটার প্রোগ্রামের মাধ্যমে প্রাপ্ত ফলাফলগুলি প্রক্রিয়াকরণের উপর ভিত্তি করে।
- রেডিওলজিক্যাল। পরিমাপ বিশেষ রেডিও ডিভাইস দ্বারা বাহিত হয়।
- তাপীয়. স্তরের দৃঢ়ীকরণের সময় তাপমাত্রা পরিমাপ করা হয়।
সম্পাদিত কাজের মূল্যায়ন করার জন্য বিশেষজ্ঞদের আমন্ত্রণ জানানো সম্ভব না হলে, আপনি একটি সরলীকৃত তাপীয় পদ্ধতি ব্যবহার করে সিমেন্ট স্তরের প্রস্তুতি পরীক্ষা করতে পারেন। এটি করার জন্য, মিশ্রণের দৃঢ়করণের সময়, আবরণের দেয়ালের তাপমাত্রা পরিমাপ করা হয়। এটি প্রথমে পরিবেষ্টিত তাপমাত্রার সমান হওয়া উচিত এবং তারপরে 1-1.5 ডিগ্রি কম হওয়া উচিত।
চূড়ান্ত পদক্ষেপ হল মিশ্রণের অবশিষ্টাংশ থেকে ব্যারেল পরিষ্কার করা। আপনার নিজের হাতে কাজ করার সময়, একটি বেলার দিয়ে পরিষ্কার করা যেতে পারে। উত্সটি কার্যকর করার আগে, খাদটি নিবিড়তার জন্য পরীক্ষা করা হয়। এটি করার জন্য, 20-30 মিনিটের জন্য চাপে ব্যারেলে জল পাম্প করা হয়।যদি এই সময়ের মধ্যে জলের চাপ 0.5 MPa-এর বেশি না কমে তবে কাজটি উচ্চ মানের সাথে করা হয়েছিল।
কূপ হত্যার জন্য নিরাপত্তা ব্যবস্থা।
6.1। আচ্ছা খুন হতে পারে
মেরামতের জন্য কূপ গ্রহণের বিষয়ে একটি দ্বিপাক্ষিক আইন কার্যকর করার পরেই শুরু হয়েছিল
(KRS ব্রিগেডের ফোরম্যান এবং PDNG, TsPPD এর প্রতিনিধি)।
6.2। ভাল হত্যা
কেআরএস মাস্টারের নির্দেশে উত্পাদিত। পরিকল্পনা ছাড়াই একটি কূপ হত্যা
নিষিদ্ধ
6.3। ভাল হত্যা
সাধারণত দিনের আলোর সময় করা হয়। বিশেষ ক্ষেত্রে, জ্যামিং
রাতে বাহিত করা যেতে পারে যখন কূপের আলোকসজ্জা হয় না
কম 26 হ্যাচ.
6.4। খেলার মাঠের আকার
40x40 মি, যার উপর ইউনিটগুলি ইনস্টল করা হয়েছে, তা থেকে মুক্ত করা আবশ্যক
বিদেশী বস্তু, তুষার থেকে শীতকালে.
6.5। জ্যাম করার আগে
এটি পরীক্ষা করা প্রয়োজন: সমস্ত গেট ভালভ এবং ফ্ল্যাঞ্জ সংযোগগুলির পরিষেবাযোগ্যতা
ওয়েলহেড সরঞ্জাম; একটি নালী উপস্থিতি
কূপ থেকে মিটারিং ইউনিট পর্যন্ত প্রবাহ লাইন বরাবর তরল
কারণগুলি পরিষ্কার এবং নির্মূল না হওয়া পর্যন্ত কূপে কাজ করা বন্ধ করুন।
৬.৬। ওয়াশিং ইউনিট এবং
ট্যাঙ্ক ট্রাকগুলি কমপক্ষে একটি দূরত্বে বাতাসের দিকে অবস্থিত হওয়া উচিত
ওয়েলহেড থেকে 10 মি. একই সময়ে, ইউনিট এবং ট্যাঙ্কারের কেবিন হতে হবে
ওয়েলহেড, ইউনিটের নিষ্কাশন পাইপ থেকে দূরে সম্মুখীন
এবং ট্যাঙ্ক ট্রাক স্পার্ক অ্যারেস্টার দিয়ে সজ্জিত করা আবশ্যক, তাদের মধ্যে দূরত্ব
কমপক্ষে 1.5 মি হতে হবে।
ফ্লাশিং ইউনিট, ছাড়া
উপরন্তু, এটি নিরাপত্তা এবং অ-রিটার্ন ভালভ দিয়ে সজ্জিত করা আবশ্যক।
৬.৭। নীরবতার প্রক্রিয়ায়
ভাল মাউন্ট না কোনো নোড সমাবেশ বা পাইপিং
কূপ এবং পাইপলাইন। অবিরাম পর্যবেক্ষণ করা আবশ্যক:
চাপ পরিমাপক রিডিং, পাইপিং লাইনের পিছনে, মানুষের অবস্থানের পিছনে। চাপ পরিমাপক
পাম্পিং ইউনিট এবং কূপের প্রবাহ লাইনে ইনস্টল করা আবশ্যক।
৬.৮। কূপ হত্যার সময়
হত্যা তরল পাম্পিং চাপ চাপ পরীক্ষার চাপ অতিক্রম করা উচিত নয়
এই কূপ উত্পাদন স্ট্রিং.
৬.৯। ফ্লাশিং এর disassembly
ডিসচার্জ লাইনে চাপ কমে যাওয়ার পরেই লাইনগুলি শুরু করা উচিত
বায়ুমণ্ডলীয় একই সময়ে, কূপের পাশ থেকে X-mas গাছের গেট ভালভ
বন্ধ করা উচিত।
6.10। স্নাতকের পর
কূপ হত্যা অপারেশন, ভালভ বন্ধ করা আবশ্যক, আশেপাশের এলাকা
কূপটি পরিষ্কার করা হয়েছে, মৃত কূপটি অবশ্যই মেরামতের জন্য অপেক্ষা করছে
36 ঘন্টার বেশি।
একটি দীর্ঘ সঙ্গে
মেরামতের প্রত্যাশায় কূপটির ডাউনটাইম, এর আগে কূপটি আবার মেরে ফেলতে হবে
মেরামতের কাজ শুরু।
6.11। সব শেষে
কূপ হত্যা অভিযান, একটি "কূপ হত্যা আইন" তৈরি করা হয়েছে।
AT দমনের কাজ
কূপগুলি নির্দেশ করা উচিত:
- কূপ হত্যার তারিখ;
- হত্যা তরল নির্দিষ্ট মাধ্যাকর্ষণ;
- চক্র দ্বারা তরল হত্যার পরিমাণ;
- জ্যামিং চক্রের শুরু এবং শেষের সময়;
- হত্যাকারী তরল পাম্প করার প্রাথমিক এবং চূড়ান্ত চাপ।
6.12. "কূয়া মেরে ফেলার কাজ" স্বাক্ষরিত (সহ
হত্যাকারী তরলের নির্দিষ্ট মাধ্যাকর্ষণ এবং ভলিউম নির্দেশ করে), যে ব্যক্তি উত্পাদন করেছে
ভাল হত্যা, ওয়ার্কওভার দলের ফোরম্যান এবং ইউনিটের মেশিনিস্ট দ্বারা।
সম্মতি জন্য দায়িত্ব নির্দেশাবলী
7.1। প্রস্তুতির জন্য
প্যাডের অঞ্চল এবং কূপটি মেরে ফেলার দায়িত্ব TsDNG, TsPPD এর ফোরম্যানের।
7.2। সত্যতা জন্য
বর্তমান জলাধারের চাপের তথ্য, কূপ হত্যার সময়, এর সাথে মিলে যায়
ভূতাত্ত্বিক পরিষেবা TsDNG, TsPPD.
7.3। সম্মতির জন্য
গণনা করা মানের জন্য হত্যাকারী তরলটির নির্দিষ্ট মাধ্যাকর্ষণ - টাস্ক প্ল্যানে উল্লেখ করা হয়েছে
কূপটি মেরে ফেলার জন্য, কূপটি প্রস্তুত করার জন্য পুরো পরিসরের কাজ সম্পাদন করুন
হত্যা, ভাল হত্যা প্রযুক্তি এবং নিরাপত্তা ব্যবস্থা সঙ্গে সম্মতি যখন
কূপ হত্যার দায়িত্ব ওয়ার্কওভার দলের ফোরম্যানের।
সংযুক্তি 1
আর এ এস এক্স ও ডি
উপকরণ
রান্নার জন্য প্রয়োজনীয় এক কিউবিক মিটার কিলিং ফ্লুইড প্রাসঙ্গিক
ঘনত্ব
সমাধান তরল
- 1.01 গ্রাম/সেমি 3 ঘনত্ব সহ সেনোমানিয়ান জল।
| ঘনত্ব | NaCl এর পরিমাণ, কেজি | ঘনত্ব | NaCl এর পরিমাণ, কেজি |
| 1.02 1.03 1.04 1.05 1.06 1.07 1.08 1.09 1.10 | 19 38 56 75 94 113 132 151 170 | 1.11 1.12 1.13 1.14 1.15 1.16 1.17 1.18 | 188 207 226 245 264 283 302 321 |
| কিলিং তরল ঘনত্ব, g/cm3 | CaCl এর পরিমাণ2, কেজি | ||
| তাজা | সেনোমানিয়ান | ব্যবসায়িক | |
| 1.19 1.20 1.21 1.22 1.23 1.24 1.25 1.26 1.27 1.28 |
পরিশিষ্ট 2
ভলিউম
রিং
স্থান নির্ভর করে
উত্পাদন স্ট্রিং ব্যাস থেকে
এবং
টিউব কূপের মধ্যে নামিয়ে দেওয়া হয়েছে।
| আয়তন | |||
| ডিসেন্ট গভীরতা পাম্প (টিউবিং), মি | NKT-60 | NKT-73 | NKT-89 |
| এ | |||
| 800 1 000 1 200 1 400 | 8.68 10.85 13.02 15.19 | 7.50 9.38 11.26 13.13 | 5.86 7.32 8.78 10.25 |
| এ | |||
| 800 1 000 1 200 1 400 | 12.25 15.31 18.37 21.43 | 11.06 13.83 16.60 19.36 | 9.42 11.73 14.11 16.49 |
| এ | |||
| 800 1 000 1 200 1 400 | 4.27 5.34 6.41 7.48 | — — — — | — — — — |
বিষয়ে উপসংহার এবং দরকারী ভিডিও
নীচের ভিডিওগুলিতে, আমরা তেল এবং গ্যাস শিল্পের কূপগুলির বিষয়ে কথা বলছি, তবে কাজের প্রযুক্তির নীতিটি জলাধারের মতোই।
এক-পর্যায় কূপ সিমেন্টিং পদ্ধতি:





হাতা সিমেন্টিং উত্পাদনের নির্দিষ্টকরণ:
দুই-পর্যায়ের সিমেন্টিংয়ের প্রযুক্তিগত বৈশিষ্ট্য:
সিমেন্টিং একটি জটিল প্রক্রিয়া যার জন্য বিশেষ সরঞ্জাম ব্যবহার করা প্রয়োজন।যাইহোক, এর অর্থ এই নয় যে এটি আপনার নিজের থেকে চালানো অসম্ভব। ন্যূনতম একক সেট ব্যবহার করে সিমেন্ট স্লারিটি বেছে নেওয়া এবং সঠিকভাবে প্রস্তুত করার পরে, আপনার নিজের কাজটি মোকাবেলা করা বেশ সম্ভব।
যাই হোক না কেন, সিমেন্ট দিয়ে ওয়েলবোরকে শক্তিশালী না করে একটি কূপ পরিচালনা করা দীর্ঘ হবে না এবং একটি নতুন জলের উত্স খননের খরচও কম হবে না।
উপাদানটি অধ্যয়ন করার পরেও যদি আপনার এখনও প্রশ্ন থাকে যে কীভাবে ড্রিলিং করার পরে একটি কূপ সঠিকভাবে সিমেন্ট করা যায়, বা এই বিষয়ে আপনার মূল্যবান জ্ঞান থাকে, দয়া করে নীচের ব্লকে আপনার মন্তব্যগুলি দিন।



