
কাজের জন্য প্রস্তুতি
সমস্ত পরিমাপ সরঞ্জাম একটি লাইসেন্সপ্রাপ্ত পরীক্ষাগার দ্বারা পূর্ব-যাচাই করা আবশ্যক। হাইড্রোলিক পাওয়ার প্যাক একটি পরীক্ষার চাপ বহুগুণ মাধ্যমে চাপ লাইনের সাথে সংযুক্ত করা হয়। সংগ্রাহকের একটি ড্রেন ভালভ এবং একটি চাপ পরিমাপক আছে। চাপ রেখার শেষে এবং শুরুতে প্রেসার গেজগুলি ইনস্টল করা হয়।
পাইপের চাপ পরীক্ষা করার আগে, সমস্ত ভালভ এবং গেট বন্ধ করতে হবে।
পাইপলাইনের চাপ পরীক্ষার প্রস্তুতিতে নিম্নলিখিত পদক্ষেপগুলি অন্তর্ভুক্ত রয়েছে:
- কাজের তরল দিয়ে সার্কিট ভর্তি;
- সেখানে পরীক্ষার চাপের সমান চাপ তৈরি না হওয়া পর্যন্ত লাইনটি পূরণ করা;
- হাইওয়ের পছন্দসই বিভাগে পরীক্ষার যন্ত্র এবং সরঞ্জাম সংযুক্ত করা হচ্ছে।
ধাতু-প্লাস্টিকের পাইপ ইনস্টলেশন
ধাতব-প্লাস্টিকের তৈরি একটি পাইপলাইন ইনস্টলেশনের বিভিন্ন পর্যায়ে রয়েছে:
- উপকরণ, সরঞ্জাম প্রস্তুতি.
- সংযোগ স্থাপন.
- সমাপ্ত পাইপলাইন পরীক্ষা.
সমস্ত ধরণের জয়েন্টগুলির জন্য উপাদান প্রস্তুতি একই। প্রকল্প অনুযায়ী পাইপ কাটা আবশ্যক. পরিমাপ করার সময়, ফিটিং এর জন্য দৈর্ঘ্য ওভারল্যাপ বিবেচনা করুন।

যেহেতু ধাতব-প্লাস্টিক কয়েলে বিক্রি হয়, তাই একটি সমতল পৃষ্ঠে পাইপ রোল করে ইনস্টলেশনের আগে উপাদানটিকে সোজা করতে হবে। প্রথমত, পাইপটি ন্যাকড়ার কয়েকটি স্তরে আবৃত করা উচিত।
টুলস
ধাতু-প্লাস্টিকের যোগাযোগের ইনস্টলেশনের জন্য সরঞ্জামগুলির একটি সেট নির্ভর করে কোন জিনিসগুলি পাইপলাইনের অংশগুলিকে সংযুক্ত করতে ব্যবহৃত হয় তার উপর।
ধাতব-পলিমার পাইপ থেকে একটি পাইপলাইন একত্রিত করতে, আপনার অবশ্যই থাকতে হবে:
- উপাদান কাটার জন্য পাইপ কাটার বা হ্যাকসও;
- ক্যালিব্রেটর - পাইপটি প্রসারিত করতে এবং বৃত্তটিকে আদর্শ অনুপাত দিতে;
- chamfer - chamfering জন্য;
- পাইপের প্রান্তগুলি ডিবার করার জন্য স্যান্ডপেপার;
- সামঞ্জস্যযোগ্য (বা wrenches) wrenches;
- কিছু ধরণের সংযোগের জন্য চিমটি চাপুন;
- বিল্ডিং হেয়ার ড্রায়ার বা নমন ডিভাইস, যেমন বালি।
এটি কাঁচি দিয়ে কাটা পছন্দনীয়, তবে আপনি একটি হ্যাকসও বা একটি ধারালো ছুরিও ব্যবহার করতে পারেন।
যখন প্রান্তগুলি সংযোগের জন্য প্রস্তুত করা হয়, তখন পাইপটি ফিটিংয়ে ঢোকানো হয়। একে অপরের সাথে বা অন্য উপাদানে স্থানান্তর সহ বিভিন্ন ধরণের ধাতু-প্লাস্টিকের পাইপ সংযোগ করা যায়:
- কম্প্রেশন জিনিসপত্র;
- প্রেস সংযোগ;
- পুশ ফিট
কম্প্রেশন সংযোগ
কম্প্রেশন ফিটিং ব্যবহার করে ধাতব-প্লাস্টিকের পাইপের সংযোগ স্ব-সমাবেশের জন্য সাধারণ এবং সাশ্রয়ী। এই ধরনের নোড disassembled এবং reassembled করা যেতে পারে। ইনস্টলেশনের জন্য আপনার 2টি রেঞ্চের প্রয়োজন হবে।
ইনস্টলেশন অ্যালগরিদম:
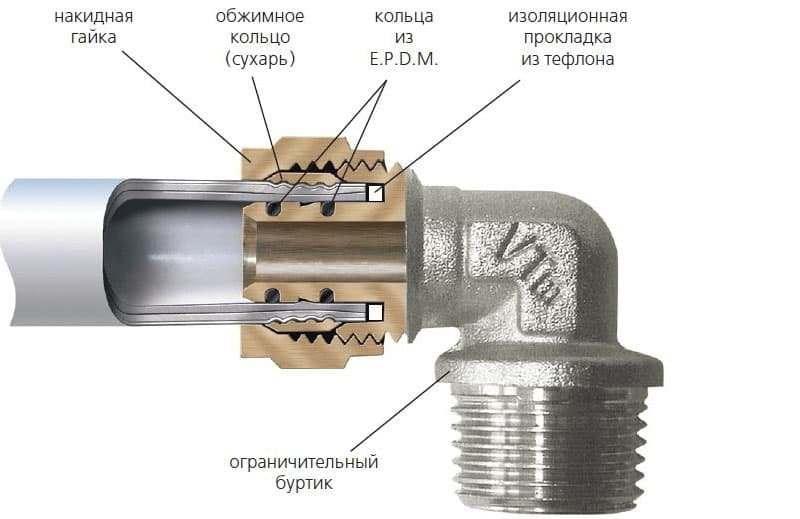
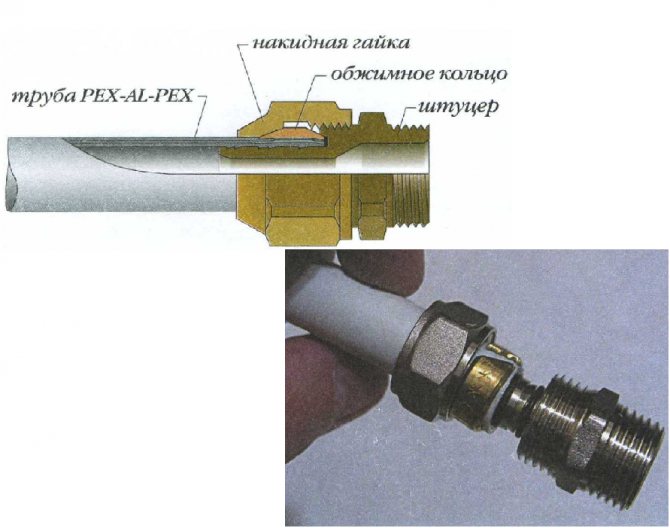
- ফিটিং untwisted এবং disassembled হয়. একটি ইউনিয়ন বাদাম এবং একটি ফেরুল পাইপের শেষে রাখা হয়।
- সারিবদ্ধকরণ প্রক্রিয়াটি সহজতর করার জন্য পাইপের ভিতরের অংশ এবং রাবার গ্যাসকেটের সাথে ফিটিং এর শেষটি পুরু সাবান ফেনা দিয়ে লুব্রিকেট করা হয়। একই উদ্দেশ্যে, ভিতরের ব্যাস একটি ক্যালিব্রেটর সঙ্গে প্রাক-flared হয়। এই ধরনের ব্যবস্থা রাবার gaskets এর স্থানচ্যুতি প্রতিরোধ করবে।
- ফিটিং জংশন মধ্যে ঢোকানো হয়, রিং স্থানচ্যুত হয় এবং বাদাম আঁটসাঁট করা হয়। মোচড়ের প্রক্রিয়া দুটি কী ব্যবহার করে সঞ্চালিত হয়।
ফলে সংযোগের জন্য পর্যায়ক্রমিক নিয়ন্ত্রণ এবং ফুটো হওয়ার ক্ষেত্রে বাদামকে শক্ত করা প্রয়োজন।
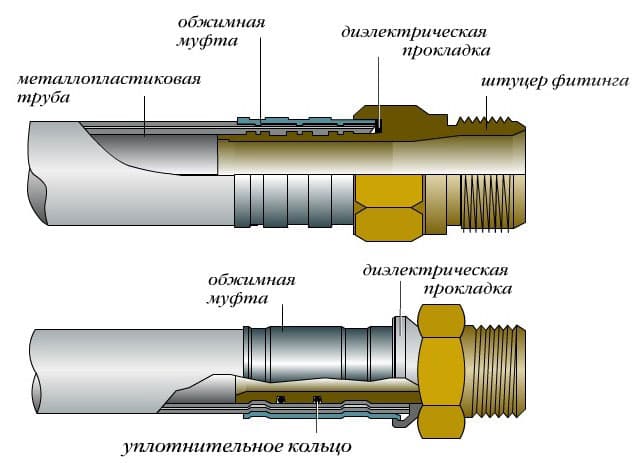
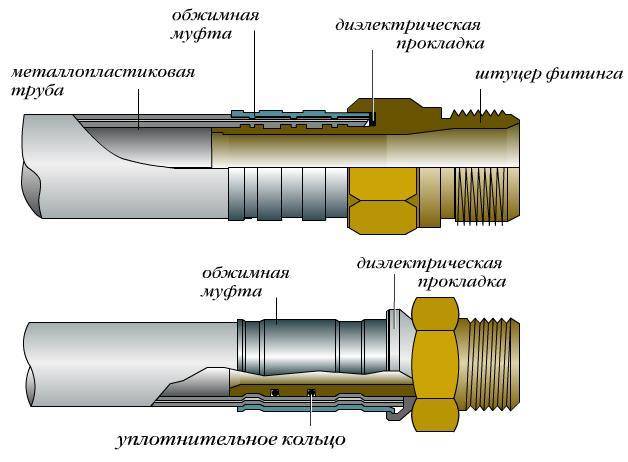
সংযোগ প্রেস করুন
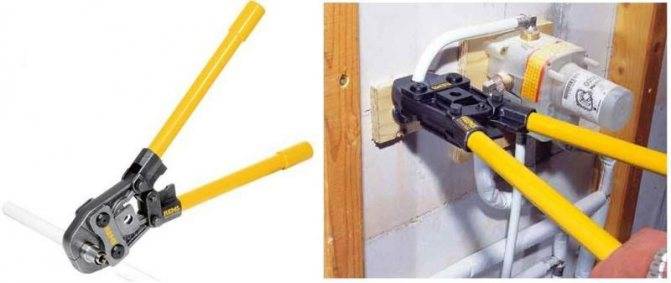
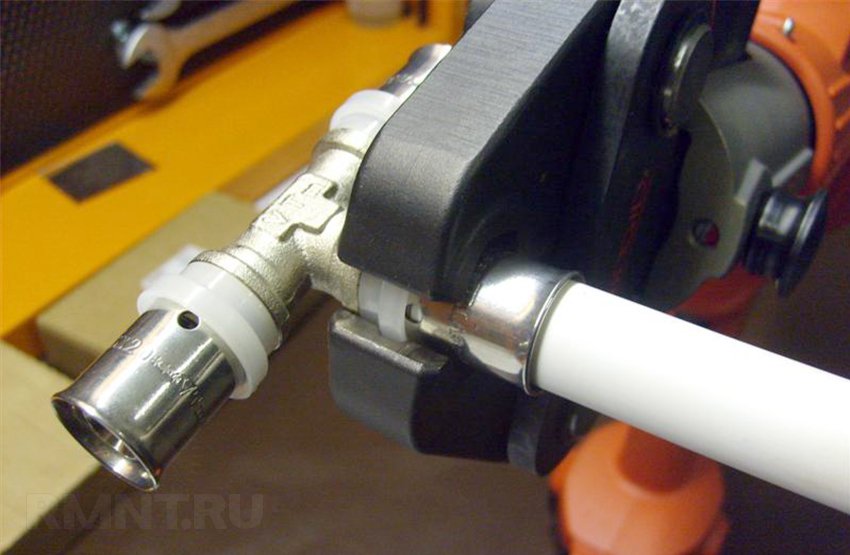
ক্রিম্প সংযোগটি প্রেস ফিটিং এবং একটি প্রেস টুল (ম্যানুয়াল বা বৈদ্যুতিক) ব্যবহার করে মাউন্ট করা হয়।
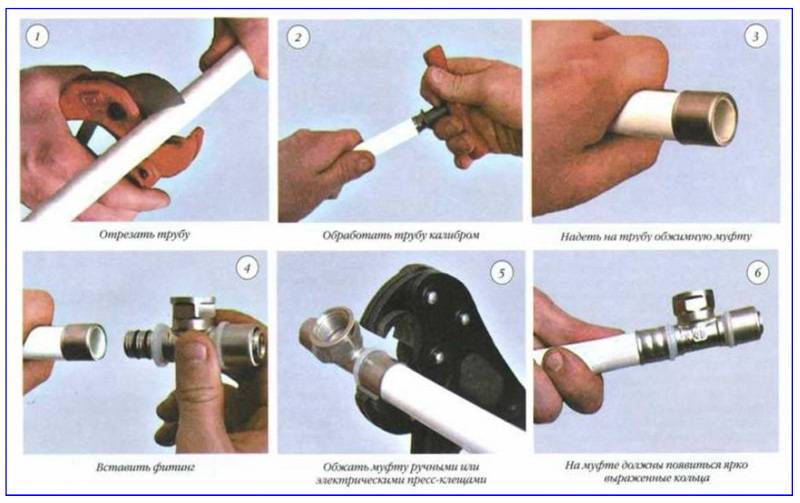
মাউন্টিং স্কিম:
- প্রস্তুতি: কাটা প্রক্রিয়া এবং পরিষ্কার করা হয়. প্রেস ফিটিংটি বিচ্ছিন্ন করা হয় এবং অখণ্ডতা এবং গ্যাসকেটের উপস্থিতির জন্য পরীক্ষা করা হয়, তারপরে পুনরায় একত্রিত করা হয় ..
- সংযোগের জন্য প্রান্তটি নিয়ন্ত্রণ উইন্ডোতে ফিটিং করা হয়।
- হাতা প্রেস tongs সঙ্গে চাপা হয়, টুল হ্যান্ডলগুলি স্টপ হ্রাস করা হয়।
- সংযোগ ফিটিং এর বিপরীত প্রান্তে অপারেশন পুনরাবৃত্তি করুন.
ফলস্বরূপ সংযোগটি 50 বছর পর্যন্ত পরিবেশন করতে পারে, তবে অ-বিভাজ্য।







পুশ ফিট সংযোগ
প্লাস্টিকের পাইপ সংযোগ করার জন্য পুশ ফিটিংগুলি সবচেয়ে ব্যয়বহুল উপাদান। যাইহোক, তাদের ব্যবহারের জন্য কোন সরঞ্জাম এবং দক্ষতা প্রয়োজন হয় না, এটি নির্ভরযোগ্য এবং টেকসই।

প্রস্তুত পাইপ নিয়ন্ত্রণ গর্ত পর্যন্ত push-fit মধ্যে ঢোকানো হয়. এর পরে, পুরো কাঠামো একত্রিত হয়। একটি ট্রায়াল প্রবাহ শুরু হয়, যার কর্মের অধীনে সংযোগটি একটি অভ্যন্তরীণ কীলক দ্বারা সংশোধন করা হয়।
ওয়াল মাউন্ট

ধাতব-প্লাস্টিক পণ্যগুলির দুর্বল পয়েন্ট হল অ্যালুমিনিয়াম স্তর পাতলা হওয়ার কারণে যান্ত্রিক ক্ষতির কম প্রতিরোধ।
একটি বড় নমন ব্যাসার্ধ বা ধ্রুবক চাপ সঙ্গে, পাইপ বিকৃত হয়.এই ক্ষেত্রে, পাইপলাইনটি শক্ত ভিত্তির উপর ঠিক করার পরামর্শ দেওয়া হয় - একটি প্রাচীর, ছাদ বা একটি প্লিন্থের নীচে। এটি করার জন্য, ফিক্সিং উপাদানটি দেয়ালে স্থির করা হয়েছে:
- ক্লিপ;
- সমর্থন করে;
- দুল
বন্ধন এবং ফিক্সিং প্রক্রিয়া একটি সহজ উপায়ে ঘটে:
- সমর্থনটি প্রাচীরের সাথে সংযুক্ত, একটি নির্দিষ্ট অবস্থানে স্থির;
- পাইপটি একটি প্রসারিত প্রক্রিয়া সহ ক্লিপে ঢোকানো হয়। যদি ক্লিপটি বধির হয়, তবে প্রাথমিকভাবে একটি পাইপ ঢোকানো হয় এবং তারপর পুরো কাঠামোটি প্রাচীরের সাথে সংযুক্ত থাকে।
মানানসই শ্রেণীবিভাগ
কম্প্রেশন জিনিসপত্র বিভিন্ন.
- কোণ এবং বাঁক (45 ডিগ্রি থেকে মোড় সংযোগ করার সময় ব্যবহৃত);
- ক্রস (দুই দিকে শাখা করতে সাহায্য);
- tees (একমুখী শাখার জন্য ব্যবহৃত);
- প্লাগ (পাইপের শেষে বেঁধে রাখার জন্য ব্যবহৃত);
- কাপলিংস (এগুলির সাহায্যে একই ব্যাস এবং দিকনির্দেশের পাইপগুলি সংযুক্ত করা হয়);
- জিনিসপত্র (যদি প্রয়োজন হয়, একটি পায়ের পাতার মোজাবিশেষ সঙ্গে সংযোগ)।
একই ব্যাসের পাইপগুলিকে সংযুক্ত করার জন্য ব্যবহৃত ফিটিংগুলিকে বলা হয় স্ট্রেইট ফিটিং, এবং যেগুলি বিভিন্ন ব্যাসের পাইপগুলিকে বেঁধে রাখার উদ্দেশ্যে তৈরি করা হয় তাকে ট্রানজিশনাল বলা হয়।
নির্মাণ বাজারে ঢালাই লোহা, ইস্পাত, পিতল বা তামার জিনিসপত্রের বিস্তৃত পরিসর রয়েছে।
ঢালাই লোহা হিসাবে, তারা শক্তি এবং স্থায়িত্ব যেমন গুণাবলী দ্বারা আলাদা করা হয়। ঢালাই লোহার জিনিসপত্র অন্যান্য সংযোগকারী পণ্যগুলির তুলনায় একটি উল্লেখযোগ্য সুবিধা রয়েছে, যেমন ইস্পাত কাপলিং। ঢালাই লোহার উপাদানগুলির আরেকটি ইতিবাচক গুণাবলীর মধ্যে রয়েছে নেতিবাচক পরিবেশগত প্রভাব এবং বহুমুখীতার উচ্চ প্রতিরোধ।
ইস্পাত জিনিসপত্র আধুনিক শিল্পে অপরিহার্য। অতি সম্প্রতি, পাইপলাইনের পথে বাধাগুলি পাইপ বাঁকিয়ে বাইপাস করা যেতে পারে।আজ আর দরকার নেই
ইস্পাত পণ্য ব্যবহার করে পাইপলাইন একত্রিত করা এবং বিচ্ছিন্ন করা সহজ, যা গুরুত্বপূর্ণ
টিপে আগে প্রস্তুতিমূলক কাজ
গ্যাস পাইপের কন্ট্রোল প্রেসার টেস্টিং শুরু করার আগে যে ক্রিয়াগুলি করা উচিত সেগুলি স্ট্যান্ডার্ড সুরক্ষা প্রবিধান অনুসারে তৈরি শ্রম সুরক্ষা নির্দেশাবলী অনুসারে করা হয়। গ্যাস বিপজ্জনক কাজ সম্পাদন.
প্রস্তুতি অন্তর্ভুক্ত:
গ্যাস পাইপলাইন প্রকল্প
- প্রকল্পের ডকুমেন্টেশনে ডায়াগ্রামে নির্দেশিত রাউটিং সহ যোগাযোগের প্রকৃত ভূগর্ভস্থ স্থাপনার পুনর্মিলন;
- প্রয়োজনীয় প্লাগ, ইন্সট্রুমেন্টেশন এবং রেগুলেটর সংযোগের জন্য স্থান নির্বাচন করা হয়;
- কম্প্রেসার ইউনিটের সংযোগ বিন্দু নির্ধারিত হয়।
এই ইভেন্টের সাথে জড়িত সমস্ত প্রকৌশলী এবং কর্মীদের শ্রম সুরক্ষায় পুনরায় নির্দেশ দেওয়া এবং কাজ সম্পাদনের পদ্ধতির সাথে পরিচিত হতে হবে।
ব্যাবহারের নির্দেশনা
আপনি যে ধরনের ইনস্টলেশন এবং সরঞ্জাম চয়ন করেন তা নির্বিশেষে, প্রস্তুতিমূলক কাজের জন্য একটি সাধারণ পদ্ধতি রয়েছে। এই নিয়মগুলি পাইপলাইনের ব্যবস্থাকে সহজতর করবে এবং কার্যকর করার জন্য কাম্য:
- আপনাকে একটি পাইপ বিন্যাস পরিকল্পনা আঁকতে হবে, এটি উপাদান এবং কাপলিংগুলির পরিমাণ গণনা করতে সহায়তা করবে;
- ভবিষ্যতে ফাঁস এড়াতে সংযোগ পয়েন্টগুলিতে ধুলো এবং ময়লা প্রবেশ করতে না দেওয়ার জন্য কাজের জায়গাগুলি অবশ্যই সাবধানে পরিষ্কার করতে হবে;
- আপনি যদি একটি বিদ্যমান সিস্টেমের সাথে সংযোগ করতে চান, তাহলে আপনাকে এর অখণ্ডতা পরীক্ষা করতে হবে এবং সন্নিবেশ সাইট প্রস্তুত করতে হবে;
- পাইপগুলি কাটা উচিত যাতে কাটাটি পাইপের অনুদৈর্ঘ্য অক্ষের ঠিক 90 ডিগ্রি হয়, এটি নির্ভরযোগ্যতা এবং নিবিড়তা নিশ্চিত করার জন্য প্রয়োজনীয়;
- ডায়াগ্রাম দ্বারা নির্দেশিত, কাটিং এবং সমস্ত প্রয়োজনীয় সংযোগ উপাদানগুলির সংখ্যা পরীক্ষা করার জন্য সমস্ত পাইপ এবং কাপলিংগুলি রাখুন।
উপরে উল্লিখিত হিসাবে, ক্রস-লিঙ্কযুক্ত পলিথিন সংযোগের জন্য তিনটি প্রধান বিকল্প রয়েছে। সরঞ্জাম এবং সরঞ্জাম নির্বাচন পদ্ধতি পছন্দ উপর নির্ভর করে। সমস্ত পদ্ধতির জন্য, আপনাকে পাইপের ব্যাসের জন্য অগ্রভাগ এবং একটি ছাঁটাইয়ের প্রয়োজন হবে।










প্রথম পদ্ধতিটি সম্পাদন করা সবচেয়ে সহজ। পাইপ এবং প্রুনার ছাড়াও, শুধুমাত্র কম্প্রেশন কাপলিং এবং এক জোড়া রেঞ্চের প্রয়োজন হবে। জায়গায় ধাক্কা দেওয়ার পরে বাদামকে শক্ত করার জন্য এই সরঞ্জামগুলির প্রয়োজন হয়।
এটি মনে রাখা গুরুত্বপূর্ণ: আপনাকে বাদাম শক্ত করার প্রক্রিয়াটি নিয়ন্ত্রণ করতে হবে যাতে থ্রেডের ক্ষতি না হয়। স্ক্রু টাইট, কিন্তু overtighten না.
দ্বিতীয় পদ্ধতি হল টিপে। আপনার একটি ক্যালিব্রেটর, কাঁচি, একটি প্রসারক এবং একটি প্রেসের প্রয়োজন হবে।
কাঁচি নিয়ে কোনও অসুবিধা হবে না, তাদের উদ্দেশ্য সহজ - পাইপটি আমাদের প্রয়োজনীয় আকারে কাটা। আমরা ভিতরে থেকে chamfering, একটি ক্যালিব্রেটর সঙ্গে এর প্রান্ত প্রক্রিয়া. কাটার পরে পাইপটিকে একটি বৃত্তাকার আকৃতি দেওয়ার জন্য এই সরঞ্জামটি প্রয়োজনীয়।
তারপরে আমরা ম্যানুয়াল টাইপের এক্সপান্ডার (এক্সপেন্ডার) নিই, যা ব্যবহার করা খুব সহজ। আমরা পাইপের ভিতরে ডিভাইসের কাজের প্রান্তগুলিকে গভীর করি এবং এটিকে পছন্দসই আকারে প্রসারিত করি। এটি একবারে করা উচিত নয়, কারণ উপাদানটি ক্ষতিগ্রস্ত হতে পারে। আমরা এটি ধীরে ধীরে করি, প্রসারকটিকে একটি বৃত্তে ঘুরিয়ে দিই। এই ডিভাইসের সুবিধা হল দাম এবং ব্যবহারের সহজতা। এটি একটি অপেশাদার যন্ত্র।
বৈদ্যুতিক চালিত সম্প্রসারণকারীটি একটি রিচার্জেবল ব্যাটারি দিয়ে সজ্জিত, ইনস্টলারের কাজ দ্রুত করার জন্য ডিজাইন করা হয়েছে। এটি সিস্টেমের ইনস্টলেশনের জন্য কর্মীর প্রচেষ্টা এবং সময়কে উল্লেখযোগ্যভাবে সংরক্ষণ করে।স্বাভাবিকভাবেই, এই ডিভাইসটি অনেক গুণ বেশি ব্যয়বহুল, তবে আপনার যদি অনেক কাজ করার প্রয়োজন হয় তবে এটি পুরোপুরি ফিট হবে এবং খরচগুলিকে ন্যায্যতা দেবে। হাইড্রোলিক এক্সপেন্ডার আছে। আমরা পাইপ প্রস্তুত করার পরে, আপনাকে এটিতে একটি ফিটিং ইনস্টল করতে হবে। এটি করার জন্য, আমাদের একটি প্রেস ভিস প্রয়োজন। তারা জলবাহী এবং যান্ত্রিক হয়. ব্যবহারের আগে, সেগুলিকে স্টোরেজ কেস থেকে সরাতে হবে এবং কাজের অবস্থানে একত্রিত করতে হবে।
টুলটি একত্রিত করার পরে এবং পাইপে কাপলিং ইনস্টল করার পরে, একটি প্রেসের সাথে সংযোগটি ইনস্টল করা হয়। অর্থাৎ, ফিটিংটি তার জায়গায় প্রবেশ করে এবং একটি মাউন্টিং হাতা দিয়ে উপরে থেকে চাপ প্রয়োগ করা হয়। ছোট পাইপ ব্যাস এবং কম চাহিদার জন্য ম্যানুয়াল প্রেসের সুপারিশ করা হয়।
জলবাহী প্রেস crimping সময় কার্যত কোন প্রচেষ্টা প্রয়োজন. জিনিসপত্র এবং হাতা সহজভাবে ডিভাইসের খাঁজে ইনস্টল করা হয়, তারপর তারা সহজেই এবং মসৃণভাবে জায়গায় পড়ে। এই সরঞ্জামটি এমন জায়গায় ব্যবহার করা যেতে পারে যা ইনস্টলেশনের জন্য অসুবিধাজনক, এটির একটি সুইভেল মাথা রয়েছে। এবং ক্রস-লিঙ্কযুক্ত পলিথিন সংযোগের জন্য শেষ বিকল্পটি ঢালাই করা হয়। আগে উল্লিখিত হিসাবে, এটি সবচেয়ে ব্যয়বহুল এবং খুব কমই ব্যবহৃত, কিন্তু সবচেয়ে নির্ভরযোগ্য। এটির জন্য, আমাদের কাছে ইতিমধ্যে পরিচিত কাঁচি ছাড়াও, প্রসারক, বিশেষ কাপলিংগুলিরও প্রয়োজন হবে। ইলেক্ট্রোফিউশন ফিটিং গরম করার জন্য বিশেষ কন্ডাক্টর আছে।
সরঞ্জাম এবং উপাদান প্রস্তুত করার পরে, আমরা ঢালাই এগিয়ে যান। এটি করার জন্য, আমরা পাইপের শেষে একটি বৈদ্যুতিক-ওয়েল্ডেড কাপলিং ইনস্টল করি। এটিতে বিশেষ টার্মিনাল রয়েছে যার সাথে আমরা ওয়েল্ডিং মেশিনটি সংযুক্ত করি। আমরা এটি চালু করি, এই সময়ে সমস্ত উপাদান পলিথিনের গলনাঙ্কে উত্তপ্ত হয়, প্রায় 170 ডিগ্রি সেলসিয়াস। কাপলিং উপাদান সমস্ত শূন্যতা পূরণ করে, এবং ঢালাই ঘটে।
যদি ডিভাইসটি একটি টাইমার এবং এমন একটি ডিভাইস দিয়ে সজ্জিত না হয় যা ফিটিংস থেকে তথ্য পড়তে পারে, তাহলে সময়মতো সবকিছু বন্ধ করার জন্য আপনাকে যন্ত্রের রিডিং নিরীক্ষণ করতে হবে। আমরা সরঞ্জামগুলি বন্ধ করি, বা এটি নিজেই বন্ধ হয়ে যায়, আমরা ইউনিটটি ঠান্ডা না হওয়া পর্যন্ত অপেক্ষা করি। খুব প্রায়ই, পাইপগুলি রিলগুলিতে সরবরাহ করা হয় এবং স্টোরেজের সময় তাদের আকৃতি হারাতে পারে। এই জন্য, আপনি একটি হেয়ার ড্রায়ার প্রয়োজন। এর সাহায্যে, উষ্ণ বায়ু দিয়ে বিকৃত অংশটিকে কেবল গরম করে এই ত্রুটিটি দূর করা সম্ভব।
পরবর্তী ভিডিওতে, আপনি XLPE হিটিং এবং প্লাম্বিং সিস্টেম ইনস্টল করার জন্য সরঞ্জামগুলির একটি ওভারভিউ পাবেন৷
ক্রিমিং প্রক্রিয়া
একটি প্রাইভেট হাউসের হিটিং সিস্টেমের প্রেসার টেস্টিং সিস্টেম থেকে হিটিং বয়লার, স্বয়ংক্রিয় এয়ার ভেন্ট এবং এক্সপেনশন ট্যাঙ্ক সংযোগ বিচ্ছিন্ন করে শুরু হয়। যদি শাট-অফ ভালভগুলি এই সরঞ্জামের দিকে নিয়ে যায়, আপনি সেগুলি বন্ধ করতে পারেন, তবে যদি ভালভগুলি ত্রুটিপূর্ণ হয়ে ওঠে, তবে সম্প্রসারণ ট্যাঙ্কটি অবশ্যই ব্যর্থ হবে এবং বয়লার, আপনি এটিতে যে চাপ প্রয়োগ করেন তার উপর নির্ভর করে। অতএব, সম্প্রসারণ ট্যাঙ্কটি অপসারণ করা ভাল, বিশেষত যেহেতু এটি করা কঠিন নয়, তবে বয়লারের ক্ষেত্রে, আপনাকে ট্যাপগুলির পরিষেবাযোগ্যতার উপর নির্ভর করতে হবে। যদি রেডিয়েটারগুলিতে থার্মোস্ট্যাট থাকে তবে সেগুলি অপসারণ করার পরামর্শ দেওয়া হয় - সেগুলি উচ্চ চাপের জন্য ডিজাইন করা হয়নি।









কখনও কখনও সমস্ত গরম করার পরীক্ষা করা হয় না, তবে শুধুমাত্র কিছু অংশ। যদি সম্ভব হয়, এটি শাট-অফ ভালভের সাহায্যে কেটে ফেলা হয় বা অস্থায়ী জাম্পারগুলি ইনস্টল করা হয় - স্পারস।
পরবর্তী, প্রক্রিয়া হল:
- যদি সিস্টেমটি চালু থাকে তবে কুল্যান্টটি নিষ্কাশন করা হয়।
- একটি প্রেসারাইজার সিস্টেমের সাথে সংযুক্ত। একটি পায়ের পাতার মোজাবিশেষ এটি থেকে প্রসারিত, একটি ইউনিয়ন বাদাম সঙ্গে শেষ।এই পায়ের পাতার মোজাবিশেষ যে কোনো উপযুক্ত জায়গায় সিস্টেমের সাথে সংযুক্ত করা হয়, এমনকি সরানো সম্প্রসারণ ট্যাংকের জায়গায় বা একটি ড্রেন ককের পরিবর্তে।
-
চাপ পরীক্ষা পাম্পের ক্ষমতার মধ্যে জল ঢেলে দেওয়া হয়, এবং একটি পাম্পের সাহায্যে সিস্টেমে পাম্প করা হয়।
- চাপ দেওয়ার আগে সিস্টেম থেকে সমস্ত বায়ু সরান। এটি করার জন্য, আপনি ড্রেন ভালভ খোলা রেখে সিস্টেমটিকে কিছুটা পাম্প করতে পারেন বা রেডিয়েটারগুলিতে (মায়েভস্কি ট্যাপস) এয়ার ভেন্টের মাধ্যমে এটিকে কমাতে পারেন।
- সিস্টেমটি অপারেটিং চাপে আনা হয়, কমপক্ষে 10 মিনিটের জন্য বজায় রাখা হয়। এই সময়ে, বাকি সমস্ত বায়ু নিচে নেমে আসে।
- চাপ পরীক্ষার চাপে বেড়ে যায়, একটি নির্দিষ্ট সময়কাল বজায় রাখা হয় (শক্তি মন্ত্রকের প্রবিধান দ্বারা নিয়ন্ত্রিত)। পরীক্ষার সময়, সমস্ত ডিভাইস এবং সংযোগ চেক করা হয়। তারা ফাঁস জন্য পরিদর্শন করা হয়. তদুপরি, এমনকি একটি সামান্য ভেজা সংযোগ একটি ফুটো হিসাবে বিবেচিত হয় (ফগিংও বাদ দেওয়া দরকার)।
- ক্রিমিংয়ের সময়, চাপের মাত্রা নিয়ন্ত্রণ করা হয়। যদি পরীক্ষার সময় এটির ড্রপ আদর্শকে অতিক্রম না করে (SNiP তে লিখিত), সিস্টেমটি ভাল ক্রমে বলে মনে করা হয়। যদি চাপ স্বাভাবিকের চেয়ে সামান্যও কমে যায়, তাহলে আপনাকে একটি ফুটো খুঁজতে হবে, এটি ঠিক করতে হবে, তারপর আবার চাপ পরীক্ষা শুরু করতে হবে।
ইতিমধ্যে উল্লিখিত হিসাবে, পরীক্ষার চাপ নির্ভর করে যে ধরনের সরঞ্জাম এবং সিস্টেম পরীক্ষা করা হচ্ছে (উষ্ণ বা গরম জল)। "তাপবিদ্যুৎ কেন্দ্রের প্রযুক্তিগত পরিচালনার নিয়ম" (ধারা 9.2.13) এ উল্লিখিত জ্বালানি মন্ত্রকের সুপারিশগুলি ব্যবহারের সহজতার জন্য একটি সারণীতে সংক্ষিপ্ত করা হয়েছে।
| পরীক্ষিত সরঞ্জামের ধরন | পরীক্ষার চাপ | পরীক্ষার সময়কাল | অনুমোদিত চাপ ড্রপ |
|---|---|---|---|
| লিফট ইউনিট, ওয়াটার হিটার | 1 MPa(10 kgf/cm2) | 5 মিনিট | 0.02 MPa (0.2 kgf/cm2) |
| ঢালাই আয়রন রেডিয়েটার সহ সিস্টেম | 0.6 MPa (6 kgf/cm2) | 5 মিনিট | 0.02 MPa (0.2 kgf/cm2) |
| প্যানেল এবং কনভেক্টর রেডিয়েটার সহ সিস্টেম | 1 MPa (10 kgf/cm2) | 15 মিনিট | 0.01 MPa (0.1 kgf/cm2) |
| ধাতব পাইপ থেকে গরম জল সরবরাহ ব্যবস্থা | কাজের চাপ + 0.5 MPa (5 kgf/cm2), কিন্তু 1 MPa (10 kgf/cm2) এর বেশি নয় | 10 মিনিট | 0.05 MPa (0.5 kgf/cm2) |
| প্লাস্টিকের পাইপ থেকে গরম জলের ব্যবস্থা | কাজের চাপ + 0.5 MPa (5 kgf/cm2), কিন্তু 1 MPa (10 kgf/cm2) এর বেশি নয় | 30 মিনিট | 0.06 MPa (0.6 kgf/cm2), 2 ঘন্টার মধ্যে আরও পরীক্ষা করে এবং সর্বাধিক 0.02 MPa (0.2 kgf/cm2) |
অনুগ্রহ করে মনে রাখবেন যে প্লাস্টিকের পাইপ থেকে গরম এবং নদীর গভীরতানির্ণয় পরীক্ষা করার জন্য, পরীক্ষার চাপ ধরে রাখার সময় 30 মিনিট। যদি এই সময়ের মধ্যে কোন বিচ্যুতি না পাওয়া যায়, সিস্টেমটি সফলভাবে চাপ পরীক্ষায় উত্তীর্ণ হয়েছে বলে মনে করা হয়।
কিন্তু পরীক্ষা চলতে থাকে আরও ২ ঘণ্টা। এবং এই সময়ের মধ্যে, সিস্টেমে চাপের ড্রপ আদর্শের বেশি হওয়া উচিত নয় - 0.02 MPa (0.2 kgf / cm2)।
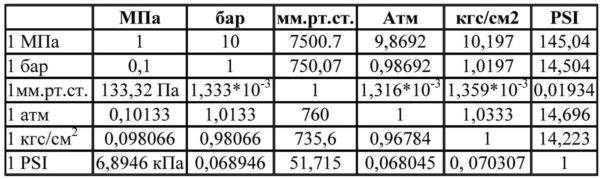
বিভিন্ন চাপ ইউনিটের জন্য চিঠিপত্রের টেবিল
অন্যদিকে, SNIP 3.05.01-85 (ধারা 4.6) এর অন্যান্য সুপারিশ রয়েছে:
- গরম এবং জল সরবরাহ ব্যবস্থার পরীক্ষাগুলি কার্যকারী এক থেকে 1.5 চাপের সাথে করা উচিত, তবে 0.2 MPa (2 kgf / cm2) এর কম নয়।
- যদি 5 মিনিটের পরে চাপের ড্রপ 0.02 MPa (0.2 kgf/cm) এর বেশি না হয় তবে সিস্টেমটিকে পরিষেবাযোগ্য বলে মনে করা হয়।
কোন নিয়ম ব্যবহার করা একটি আকর্ষণীয় প্রশ্ন. যদিও উভয় নথি বৈধ এবং কোন নিশ্চিততা নেই, তাই উভয়ই যোগ্য। প্রতিটি ক্ষেত্রে পৃথকভাবে যোগাযোগ করা প্রয়োজন, সর্বোচ্চ চাপের জন্য যার উপাদানগুলি ডিজাইন করা হয়েছে তা বিবেচনায় নিয়ে। সুতরাং কাস্ট-আয়রন রেডিয়েটারগুলির কাজের চাপ যথাক্রমে 6 atm-এর বেশি নয়, পরীক্ষার চাপ 9-10 atm হবে।আনুমানিক এছাড়াও অন্যান্য সমস্ত উপাদানের সাথে নির্ধারণ করা প্রয়োজন।
ফ্লাশিং এবং টিপে কি
হিটিং সিস্টেমগুলির ফ্লাশিং এবং চাপ পরীক্ষা করা হয় এমন ক্ষেত্রে যেখানে পাইপে জমার স্তরটি কাজ চালিয়ে যাওয়ার পক্ষে খুব বড় হয়ে যায়। একটি প্রতিরোধমূলক ব্যবস্থা হিসাবে, এই ধরনের ঘটনা খুব কমই বাহিত হয়, যেহেতু এই আনন্দটি বেশ শ্রমসাধ্য এবং ব্যয়বহুল। হাইড্রোপনিউমেটিক ফ্লাশিংয়ের জন্য, অ্যাসিড দ্রবণগুলি ব্যবহার করা হয়, যা পাইপলাইনের দেয়াল থেকে বাইরের দিকে প্লেক সরিয়ে দেয়। ধাতব কণাগুলো পাইপের ভেতরের দেয়ালে আটকে থাকে, যার ফলে তাদের ব্যাস কমে যায়। এটা বাড়ে:
- চাপ বৃদ্ধি;
- কুল্যান্টের গতি বৃদ্ধি;
- দক্ষতা হ্রাস;
- খরচ বৃদ্ধি।
হিটিং সিস্টেমের চাপ পরীক্ষা কী - এটি একটি সাধারণ পরীক্ষা, যার ফলাফল অনুসারে কেউ বলতে পারে যে এই জাতীয় সরঞ্জাম ব্যবহার করা নিরাপদ কিনা এবং এটি প্রয়োজনীয় লোড সহ্য করতে পারে কিনা। সর্বোপরি, কেউ সার্কিট ডিপ্রেসারাইজেশনের শিকার হতে চায় না এবং বার্ন বিভাগে রোগী হতে চায়। হিটিং সিস্টেমের চাপ পরীক্ষা SNiPs অনুযায়ী করা হয়। এটি একটি বাধ্যতামূলক পদ্ধতি। এর পরে, সার্কিটের প্রযুক্তিগত সেবাযোগ্যতা নিশ্চিত করে একটি নথি জারি করা হয়। যখন হিটিং সিস্টেমের চাপ পরীক্ষা করা হয় তখন এখানে প্রধান কেসগুলি রয়েছে:
- একটি নতুন সার্কিট একত্রিত করার সময় এবং এটিকে চালু করার সময়;
- মেরামত কাজের পরে;
- প্রতিরোধমূলক চেক;
- অ্যাসিড সমাধান দিয়ে পাইপ পরিষ্কার করার পরে।
হিটিং সিস্টেমের চাপ পরীক্ষা SNiP নং 41-01-2003 এবং নং 3.05.01-85 অনুযায়ী করা হয়, সেইসাথে তাপবিদ্যুৎ কেন্দ্রগুলির প্রযুক্তিগত অপারেশনের নিয়ম অনুসারে।
এই নিয়মগুলি থেকে, এটি জানা যায় যে হিটিং সিস্টেমের চাপ পরীক্ষার মতো একটি ক্রিয়া বায়ু বা তরল দিয়ে করা হয়। দ্বিতীয় পদ্ধতিটিকে হাইড্রোলিক বলা হয়, এবং প্রথমটিকে বলা হয় ম্যানোমেট্রিক, এটি বায়ুসংক্রান্ত, এটি বুদবুদ। হিটিং সিস্টেমের চাপ পরীক্ষার নিয়মগুলি বলে যে ঘরের তাপমাত্রা পাঁচ ডিগ্রির বেশি হলেই জল পরীক্ষা করা যেতে পারে। অন্যথায়, পাইপগুলিতে জল জমে যাওয়ার ঝুঁকি রয়েছে। বাতাসের সাথে গরম করার সিস্টেমের চাপ পরীক্ষা এই সমস্যাটি সরিয়ে দেয়, এটি ঠান্ডা ঋতুতে করা হয়। অনুশীলনে, হিটিং সিস্টেমের হাইড্রোলিক চাপ পরীক্ষা আরও প্রায়ই ব্যবহৃত হয়, কারণ সবাই গরমের মরসুমের আগে প্রয়োজনীয় পরিকল্পিত কাজ শেষ করার চেষ্টা করছে। শীতকালে, শুধুমাত্র দুর্ঘটনা দূরীকরণ, যদি থাকে, সঞ্চালিত হয়।
বয়লার এবং সম্প্রসারণ ট্যাঙ্ক সার্কিট থেকে কেটে গেলেই হিটিং সিস্টেমের চাপ পরীক্ষা শুরু করা সম্ভব, অন্যথায় তারা ব্যর্থ হবে। হিটিং সিস্টেমের চাপ কিভাবে পরীক্ষা করা হয়?
- সার্কিট থেকে সমস্ত তরল নিষ্কাশন করা হয়;
- তারপরে ঠান্ডা জল ঢেলে দেওয়া হয়;
- এটি পূর্ণ হওয়ার সাথে সাথে সার্কিট থেকে অতিরিক্ত বায়ু নেমে আসে;
- জল জমে যাওয়ার পরে, সার্কিটে একটি চাপ সুপারচার্জার সরবরাহ করা হয়;
- কীভাবে গরম করার সিস্টেমে চাপ দেওয়া হয় - বায়ুমণ্ডলের পরিমাণ ধীরে ধীরে বৃদ্ধি পায়। এই ক্ষেত্রে, সর্বোচ্চ পরীক্ষার চাপ সার্কিটের বিভিন্ন উপাদানের প্রসার্য শক্তির চেয়ে বেশি হওয়া উচিত নয়;
- উচ্চ চাপ কিছুক্ষণের জন্য রেখে দেওয়া হয় এবং সমস্ত সংযোগ পরিদর্শন করা হয়। এটি শুধুমাত্র থ্রেডেড সংযোগগুলিতেই নয়, সার্কিটের অংশগুলি সোল্ডার করা জায়গাগুলিতেও নজর দেওয়া প্রয়োজন।
বাতাসের সাথে হিটিং সিস্টেমে চাপ দেওয়া আরও সহজ।শুধু সমস্ত কুল্যান্ট নিষ্কাশন করুন, সার্কিটের সমস্ত আউটলেট বন্ধ করুন এবং এতে বাতাস আনুন। কিন্তু এইভাবে, ত্রুটি নির্ধারণ করা আরও কঠিন। উদাহরণস্বরূপ, যদি পাইপগুলিতে তরল থাকে তবে উচ্চ চাপে এটি একটি সম্ভাব্য ফাঁক দিয়ে প্রবেশ করবে। এটি চাক্ষুষভাবে সনাক্ত করা সহজ। কিন্তু যদি টিউবগুলিতে কোন তরল না থাকে, সেই অনুযায়ী, বাতাস ছাড়া আর কিছুই বের হয় না। এই ক্ষেত্রে, একটি বাঁশি শোনা যেতে পারে।
এবং যদি এটি অশ্রাব্য হয়, যখন চাপ গেজ সুই একটি ফুটো নির্দেশ করে, তারপর সমস্ত সংযোগ সাবান জল দিয়ে smeared হয়। এটি সহজ করার জন্য, আপনি পুরো সিস্টেমটি পরীক্ষা করতে পারবেন না, তবে এটিকে বিভাগে বিভক্ত করে। এই ক্ষেত্রে, গরম করার পাইপগুলির চাপ পরীক্ষা করা এবং হতাশার সম্ভাব্য স্থানগুলি নির্ধারণ করা সহজ।
ধাতব-প্লাস্টিকের পাইপগুলি নিজেই ইনস্টল করুন
পাইপ কাটা ধাতু কাঁচি বা একটি বিশেষ হ্যাকস সঙ্গে বাহিত হয়। কাটারগুলি ছোট এবং মাঝারি ব্যাসের ধাতু-প্লাস্টিক কাটার জন্য ব্যবহৃত হয় এবং পেশাদার ইনস্টলেশনে ব্যাপকভাবে ব্যবহৃত হয়। কাঁচিগুলি একটি সহজ গৃহস্থালীর সরঞ্জাম, এগুলি বাজেটের দামের বিভাগেও কেনা যেতে পারে, মূল জিনিসটি হ'ল একটি আরামদায়ক এবং ভারসাম্যপূর্ণ হ্যান্ডেল রয়েছে এবং ব্লেডগুলি নিজেই তীক্ষ্ণ, উচ্চ-মানের ধাতু দিয়ে তৈরি। কাটারগুলি একটি অভ্যন্তরীণ ক্যালিব্রেটর দিয়ে সজ্জিত, যা কেবল ধাতু-প্লাস্টিক কাটার অনুমতি দেয় না, তবে প্রান্তগুলির বিকৃত আকৃতিও পুনরুদ্ধার করতে দেয়।







বিশেষ সরঞ্জামগুলি ছাড়াও, ধাতব-প্লাস্টিকের পাইপগুলির একটি সিস্টেম ইনস্টল করার সময়, আরও বহুমুখী ডিভাইসের ব্যবহার প্রয়োজন: একটি পরিমাপ টেপ, সঠিক আকারের কী, একটি বেভেলার, গ্রাইন্ডিং এমেরি, একটি এক্সপেন্ডার, যদি প্রেস ফিটিং সংযোগগুলি থাকে। ব্যবহৃত
প্লাস্টিক এবং ধাতু দিয়ে তৈরি নদীর গভীরতানির্ণয় সিস্টেমটি কেবল টেকসই এবং ব্যবহারিক নয়, এটি ইনস্টল করাও সহজ। প্রয়োজনীয় জ্ঞান নেই এমন একজন ব্যক্তির দ্বারাও প্রক্রিয়াটি সম্পাদনের জন্য উপলব্ধ। সহজতম সরঞ্জামগুলির একটি সেট থাকা, আপনি যদি সাধারণ ইনস্টলেশন নিয়মগুলি অনুসরণ করেন তবে আপনি দক্ষতার সাথে এবং শালীন খরচ সাশ্রয়ের সাথে মৌলিক ইনস্টলেশন কাজ করতে পারেন।
ধাতুর সাথে সংমিশ্রণে প্লাস্টিক একটি ভাল ট্যান্ডেম, তবে এটি আক্রমণাত্মক যান্ত্রিক এবং অতিবেগুনী প্রভাবগুলির জন্য "ভয়"ও করে, এগুলি খোলা রাখার সময় এটি অবশ্যই বিবেচনায় নেওয়া উচিত।
যদি এটি একটি বন্ধ টাইপ ইনস্টল করার উদ্দেশ্যে করা হয়, তবে কম্প্রেশন টাইপ ফিটিংগুলিতে অ্যাক্সেসের জন্য হ্যাচগুলির উপস্থিতি সরবরাহ করা প্রয়োজন।
হিটিং সিস্টেমে এমপি পাইপও থাকতে পারে, তবে এই ক্ষেত্রে সমস্ত উপাদানের অখণ্ডতা পরীক্ষা করা এবং সমস্ত উপাদানগুলির সবচেয়ে টেকসই সংযোগের অবস্থা পর্যবেক্ষণ করার জন্য বিশেষ মনোযোগ দেওয়া মূল্যবান। সিস্টেমের নতুন উপাদান আনপ্যাক করার সময় ধারালো বস্তু ব্যবহার করবেন না, এমনকি একটি মাইক্রো-স্ক্র্যাচ পুরো সিস্টেমকে মারাত্মকভাবে ক্ষতিগ্রস্ত করতে পারে।
পাইপ ইনস্টলেশনের জন্য ব্যবহৃত ধাতব সমর্থন এবং হ্যাঙ্গারগুলি অবশ্যই নরম গ্যাসকেট দিয়ে সজ্জিত করা উচিত, এটি প্লাস্টিকের পৃষ্ঠের যান্ত্রিক ক্ষতি এড়াতে সহায়তা করবে।
একটি ওয়ারড্রোব যেমন হ্যাঙ্গার দিয়ে শুরু হয়, তাই ধাতব-প্লাস্টিকের পাইপগুলির ইনস্টলেশন বল ভালভ নির্বাচন এবং বেঁধে দিয়ে শুরু হয়
এই উপাদানটি সম্পূর্ণ সিস্টেমের জন্য অত্যন্ত গুরুত্বপূর্ণ, আপনার এটি সংরক্ষণ করা উচিত নয় এবং চীনা বাজেটের প্রতিরূপ কেনা উচিত নয়
একটি উচ্চ-মানের কল 60 বায়ুমণ্ডল এবং উচ্চ তাপমাত্রা পর্যন্ত সহ্য করতে হবে
একটি ওয়ারড্রোব যেমন হ্যাঙ্গার দিয়ে শুরু হয়, তাই ধাতব-প্লাস্টিকের পাইপগুলির ইনস্টলেশন বল ভালভ নির্বাচন এবং বেঁধে দিয়ে শুরু হয়
এই উপাদানটি সম্পূর্ণ সিস্টেমের জন্য অত্যন্ত গুরুত্বপূর্ণ, আপনার এটি সংরক্ষণ করা উচিত নয় এবং চীনা বাজেটের প্রতিরূপ কেনা উচিত নয়। একটি উচ্চ-মানের কল 60 বায়ুমণ্ডল এবং উচ্চ তাপমাত্রা পর্যন্ত সহ্য করতে হবে। ফুটো হওয়ার ক্ষেত্রে, এটিই কল যা স্বল্পতম সময়ে জলের প্রবাহ বন্ধ করতে সক্ষম।
যদি সঠিক সময়ে ট্যাপটি তার সরাসরি কাজটি সামলাতে না পারে তবে নদীর গভীরতানির্ণয় সিস্টেমটি গুরুতর ক্ষতির ঝুঁকিতে রয়েছে।
ফুটো হওয়ার ক্ষেত্রে, এটিই কল যা স্বল্পতম সময়ে জলের প্রবাহ বন্ধ করতে সক্ষম। যদি সঠিক সময়ে ট্যাপটি তার সরাসরি কাজটি সামলাতে না পারে তবে নদীর গভীরতানির্ণয় সিস্টেমটি গুরুতর ক্ষতির ঝুঁকিতে রয়েছে।
একটি ওয়ারড্রোব যেমন হ্যাঙ্গার দিয়ে শুরু হয়, তাই ধাতব-প্লাস্টিকের পাইপগুলির ইনস্টলেশন বল ভালভ নির্বাচন এবং বেঁধে দিয়ে শুরু হয়
এই উপাদানটি সম্পূর্ণ সিস্টেমের জন্য অত্যন্ত গুরুত্বপূর্ণ, আপনার এটি সংরক্ষণ করা উচিত নয় এবং চীনা বাজেটের প্রতিরূপ কেনা উচিত নয়। একটি উচ্চ-মানের কল 60 বায়ুমণ্ডল এবং উচ্চ তাপমাত্রা পর্যন্ত সহ্য করতে হবে। ফুটো হওয়ার ক্ষেত্রে, এটিই কল যা স্বল্পতম সময়ে জলের প্রবাহ বন্ধ করতে সক্ষম।
যদি সঠিক সময়ে ট্যাপটি তার সরাসরি কাজটি সামলাতে না পারে তবে নদীর গভীরতানির্ণয় সিস্টেমটি গুরুতর ক্ষতির ঝুঁকিতে রয়েছে।
ফুটো হওয়ার ক্ষেত্রে, এটিই কল যা স্বল্পতম সময়ে জলের প্রবাহ বন্ধ করতে সক্ষম। যদি সঠিক সময়ে ট্যাপটি তার সরাসরি কাজটি সামলাতে না পারে তবে নদীর গভীরতানির্ণয় সিস্টেমটি গুরুতর ক্ষতির ঝুঁকিতে রয়েছে।
যদি পুরো সিস্টেমটি স্ক্র্যাচ থেকে ইনস্টল করা হয়, তবে এটিতে পরিষ্কার করার ফিল্টার, মিটার, একটি চাপ হ্রাসকারী, পুরো এলাকা জুড়ে পাইপিংয়ের জন্য একটি বহুগুণ ইনস্টল করা অন্তর্ভুক্ত থাকবে। পাইপগুলিকে ফিল্টারগুলির সাথে একসাথে মাউন্ট করার পরামর্শ দেওয়া হয়, এটি প্রযুক্তিগত ধ্বংসাবশেষকে সিস্টেমে প্রবেশ করতে বাধা দেবে।









আরও পড়ুন:
অ্যাপার্টমেন্ট বিল্ডিং পরীক্ষা
অ্যাপার্টমেন্ট বিল্ডিংগুলিতে, বাতাসের সাথে গরম করার সিস্টেমের চাপ পরীক্ষাও করা যেতে পারে। আমরা এখন কাজের জন্য প্রয়োজনীয় শর্ত বিবেচনা করব। ইভেন্ট যে আপনি জল ফুটো খুঁজে, তারা মেরামত করা আবশ্যক. কিন্তু প্রায়ই, সিস্টেমে উচ্চ চাপ ছাড়া, seams মধ্যে পাতলা ফাটল খুঁজে পাওয়া বেশ কঠিন। অ্যাপার্টমেন্ট বিল্ডিংগুলিতে, পৃথক অ্যাপার্টমেন্ট এবং সমস্ত হাইওয়ে উভয়ের চাপ পরীক্ষা করা প্রয়োজন।
আপনাকে প্রস্তুত করতে হবে:
- সমস্ত লকিং জিনিসপত্র পরিদর্শন করুন। যদি ভালভগুলি ঢালাই লোহা দিয়ে তৈরি হয় তবে তাদের সাথে গ্রন্থিগুলি প্রতিস্থাপন করতে ভুলবেন না। ফ্ল্যাঞ্জ সংযোগে gaskets প্রতিস্থাপন. যে সমস্ত বোল্ট তাদের আসল চেহারা হারিয়েছে সেগুলিও অবশ্যই প্রতিস্থাপন করতে হবে। নতুন চাপ পরিমাপক ইনস্টল করতে ভুলবেন না, পরিমাপের জন্য সেগুলি আরও ব্যবহার করা যেতে পারে কিনা তা নির্ধারণ করার জন্য যাচাইয়ের জন্য পুরানোগুলি পাঠানোর সুপারিশ করা হয়।
- এমনকি ছোটখাট ত্রুটি, ক্ষতি সনাক্ত করতে সমস্ত পাইপ, ফিটিংগুলি দৃশ্যত পরিদর্শন করুন। আপনি যদি সমস্যার ক্ষেত্রগুলি খুঁজে পান তবে আপনাকে দ্রুত সেগুলি মেরামত করতে হবে।
- বেসমেন্টে এবং মেঝেগুলির মধ্যে পাড়া হাইওয়েগুলিতে তাপ নিরোধক উপাদানগুলির অবস্থা পরীক্ষা করুন।
প্রস্তুতির পরে, আপনি সরাসরি ক্রিম্পিং কাজ করা শুরু করতে পারেন:
- কম কঠোরতা সঙ্গে জল দিয়ে সম্পূর্ণ সার্কিট পূরণ করুন (যাতে স্কেল প্রদর্শিত না)। এটি অবশ্যই একটি বৈদ্যুতিক পাম্প দিয়ে সিস্টেমে পাম্প করা ভাল। চাপ - 6-10 বার। তরল সঙ্গে একটি পাত্রে, আপনি পায়ের পাতার মোজাবিশেষ কম করতে হবে - নিষ্কাশন এবং সরবরাহ। এরপরে, পাম্পটিকে হিটিং নেটওয়ার্কে সংযুক্ত করুন এবং চাপ পরীক্ষক চালু করুন। চাপ আগে থেকে সেট করা আবশ্যক।
- আপনি আধা ঘন্টা সনাক্ত করুন - এই সময়ের মধ্যে চাপ প্রায় একই স্তরে থাকা উচিত। ইভেন্ট যে চাপ ড্রপ না, পরীক্ষা সম্পন্ন বিবেচনা করা যেতে পারে. আপনি কার্যকরী তরল দিয়ে সিস্টেমটি পূরণ করতে পারেন এবং সক্রিয় অপারেশন শুরু করতে পারেন।
- যদি চাপ কমে যায়, তবে গরম করার সিস্টেমে ত্রুটি রয়েছে। বাতাসের সাথে গরম করার সিস্টেমের চাপ পরীক্ষা করার পদ্ধতিটি প্রায় একই, তবে আপনাকে একটি সাবান সমাধান ব্যবহার করতে হবে - এটি ছাড়া একটি ফুটো খুঁজে পাওয়া কঠিন। যত তাড়াতাড়ি আপনি ত্রুটি খুঁজে পান, আপনি সিস্টেম খালি এবং মেরামত শুরু করতে পারেন। তারপর সম্পূর্ণ গরম করার পুনরায় নির্ণয় করুন।
ইনপুট ইউনিট একইভাবে বাহিত হয় - চাপ প্রায় 10 বার হওয়া উচিত।



