ডায়গনিস্টিক পদ্ধতি
- জল পরীক্ষা হল প্রধান পদ্ধতি যার দ্বারা সমস্ত সার্কিট পরীক্ষা করা হয়। এই ক্ষেত্রে, একটি কলের মাধ্যমে পাইপের নীচের অংশে জল পাম্প করতে হবে। স্বয়ংক্রিয় এবং ম্যানুয়াল চাপ পাম্প উভয় দ্বারা তরল ইনজেকশন অনুমোদিত হয়। এই পদ্ধতির সুবিধা হল যে সমস্ত কাজ সম্পাদন করা খুব সহজ, এবং ফুটো সনাক্তকরণের দক্ষতা উচ্চতায় রয়েছে। আসল বিষয়টি হ'ল পাইপগুলিতে অবিলম্বে তরলের চিহ্নগুলি উপস্থিত হবে।
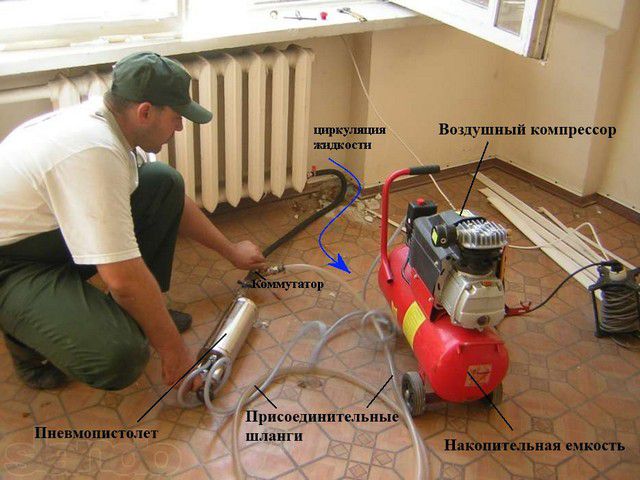
- বায়ু পরীক্ষা একটি খুব কার্যকর পদ্ধতি নয়, যেহেতু এটি লিক সনাক্ত করা বেশ কঠিন। তবে নেতিবাচক তাপমাত্রায় এই জাতীয় কৌশল ব্যবহার করার অনুমতি দেওয়া হয় - সর্বোপরি বায়ু হিমায়িত হবে না। একটি কম্প্রেসার সিস্টেমে বায়ু জোর করে ব্যবহার করা হয়। এটি পাইপলাইনের সাথে অ্যাডাপ্টারের মাধ্যমে সংযুক্ত। ফাঁসের জায়গা খুঁজে পেতে, আপনাকে শুনতে হবে।একবার আপনি ফাঁসের আনুমানিক অবস্থান খুঁজে পেলে, একটি সাবান সমাধান ব্যবহার করুন।
হিটিং সিস্টেম পরীক্ষার সরঞ্জাম
প্রায়শই, একটি হাইড্রোলিক পরীক্ষা করার জন্য একটি চাপ পরীক্ষক ব্যবহার করা হয়। পাইপগুলিতে চাপ নিয়ন্ত্রণ করতে এটি সার্কিটের সাথে সংযুক্ত থাকে।
ব্যক্তিগত ভবনগুলিতে বিপুল সংখ্যক স্থানীয় গরম করার নেটওয়ার্কগুলির উচ্চ চাপের প্রয়োজন হয় না, তাই একটি ম্যানুয়াল চাপ পরীক্ষক যথেষ্ট হবে। অন্যান্য ক্ষেত্রে, বৈদ্যুতিক পাম্প ব্যবহার করা ভাল।
হিটিং সিস্টেম পরীক্ষা করার জন্য হাতে ধরা ডিভাইসগুলি 60 বার এবং আরও বেশি শক্তি বিকাশ করে। তদুপরি, এটি একটি পাঁচতলা বিল্ডিংয়েও সিস্টেমের অখণ্ডতা পরীক্ষা করার জন্য যথেষ্ট।
হ্যান্ড পাম্পের প্রধান সুবিধা:
- গ্রহণযোগ্য খরচ, যা অনেক ভোক্তাদের জন্য তাদের সাশ্রয়ী করে তোলে;
- ছোট ওজন এবং ম্যানুয়াল প্রেসের মাত্রা। এই জাতীয় ডিভাইসগুলি কেবল ব্যক্তিগত উদ্দেশ্যে নয়, পেশাদার ব্যবহারের জন্যও ব্যবহার করা সুবিধাজনক;
- ব্যর্থতা এবং ভাঙ্গন ছাড়া দীর্ঘ সেবা জীবন. ডিভাইসটি এত সহজভাবে সাজানো হয়েছে যে এতে ভাঙার কিছু নেই;
- মাঝারি এবং ছোট গরম করার সরঞ্জামের জন্য উপযুক্ত।
বৃহৎ এলাকায় শাখাযুক্ত এবং বড় সার্কিট, বহুতল ভবন এবং উৎপাদন সুবিধা শুধুমাত্র বৈদ্যুতিক যন্ত্রপাতি দিয়ে পরীক্ষা করা হয়। তারা খুব উচ্চ চাপে জল পাম্প করতে সক্ষম, যা ম্যানুয়াল ডিভাইসের জন্য অপ্রাপ্য। তারা একটি স্ব-প্রাইমিং পাম্প দিয়ে সজ্জিত।
বৈদ্যুতিক পাম্প 500 বার পর্যন্ত শক্তি বিকাশ করে। এই ইউনিটগুলি, একটি নিয়ম হিসাবে, প্রধান লাইনে নির্মিত বা যে কোনও খোলার সাথে সংযুক্ত। মূলত, পায়ের পাতার মোজাবিশেষটি একটি ট্যাপের সাথে সংযুক্ত থাকে যার মাধ্যমে পাইপটি কুল্যান্ট দিয়ে ভরা হয়।
গরম করার চাপ পরীক্ষা একটি খুব জটিল প্রযুক্তিগত পদ্ধতি।সেজন্য আপনার এটি নিজে করা উচিত নয়, পেশাদার দলের পরিষেবাগুলি ব্যবহার করা ভাল।
(2 ভোট, গড়: 5 এর মধ্যে 5)
হিটিং চাপ পরীক্ষার জন্য আদর্শিক ডকুমেন্টেশন, নিয়ম এবং SNiP থেকে সংক্ষিপ্ত উদ্ধৃতি।
আপনার জিজ্ঞাসা করা প্রশ্নগুলির পরিসংখ্যান বিশ্লেষণ করে এবং উপলব্ধি করে যে আমাদের বেশিরভাগ দর্শকের জন্য হিটিং সিস্টেমের চাপ পরীক্ষার অনেক প্রশ্ন আপনার কাছে বোধগম্য নয়, আমরা প্রয়োজনীয় পয়েন্টগুলি এবং চাপ পরীক্ষার নিয়মগুলি থেকে একটি নির্বাচন করার সিদ্ধান্ত নিয়েছি, যা দ্বারা অনুমোদিত রাশিয়ান ফেডারেশন এবং SNiP এর জ্বালানী ও শক্তি মন্ত্রক।
সমস্ত SNiP এবং নিয়মগুলিতে 100 টিরও বেশি পৃষ্ঠার তথ্য রয়েছে, যা কখনও কখনও বোঝা কঠিন, তাই, আপনার পক্ষে এটি দেখতে সহজ করার জন্য এবং প্রয়োজনে একটি নির্দিষ্ট নিয়ন্ত্রক নথির প্রয়োজনীয় অনুচ্ছেদটি পড়ুন, আমরা প্রক্রিয়া করেছি প্রযোজ্য নিয়ন্ত্রক নথি এবং একটি সংক্ষিপ্ত আকারে সাইটে পোস্ট করা হয়েছে। নিয়ম এবং SNiP এর ব্যাখ্যা নিবন্ধে পাওয়া যাবে: "হিটিং সিস্টেমের চাপ পরীক্ষার জন্য নিয়ম এবং নিয়ম"
চাপ পরীক্ষার সারাংশ
 জলের পাইপলাইনের চাপ পরীক্ষা (পাশাপাশি তরল বা বায়বীয় মিডিয়া পাম্প করার জন্য অন্য যে কোনও সিস্টেম) পাইপলাইন নির্মাণ প্রক্রিয়ায় সবচেয়ে গুরুত্বপূর্ণ, বিশেষত রাসায়নিক বা তেল এবং গ্যাস শিল্প, জলবাহী প্রকৌশল, আবাসন এবং সাম্প্রদায়িক পরিষেবাগুলির মতো শিল্পগুলিতে। . পাইপগুলিতে অনুমোদিত সংকোচনের মান পরীক্ষা করার পাশাপাশি, পাইপের স্ট্রেস-স্ট্রেন অবস্থার একটি বিশ্লেষণও করা হয়, যা তাদের স্থায়িত্বের সংস্থান অনুমান করা সম্ভব করে।
জলের পাইপলাইনের চাপ পরীক্ষা (পাশাপাশি তরল বা বায়বীয় মিডিয়া পাম্প করার জন্য অন্য যে কোনও সিস্টেম) পাইপলাইন নির্মাণ প্রক্রিয়ায় সবচেয়ে গুরুত্বপূর্ণ, বিশেষত রাসায়নিক বা তেল এবং গ্যাস শিল্প, জলবাহী প্রকৌশল, আবাসন এবং সাম্প্রদায়িক পরিষেবাগুলির মতো শিল্পগুলিতে। . পাইপগুলিতে অনুমোদিত সংকোচনের মান পরীক্ষা করার পাশাপাশি, পাইপের স্ট্রেস-স্ট্রেন অবস্থার একটি বিশ্লেষণও করা হয়, যা তাদের স্থায়িত্বের সংস্থান অনুমান করা সম্ভব করে।
কিছু পাইপ নির্মাতা, যেমন রেহাউ ব্র্যান্ড, তাদের পণ্য ক্রিম করার জন্য তাদের নিজস্ব মূল পদ্ধতিগুলি বিকাশ করে।এই উদ্দেশ্যে, Rehau একটি বিশেষ ইলেক্ট্রো-হাইড্রোলিক টুল বিক্রি করে, যার সাহায্যে আপনি ইনস্টলেশনের পরপরই পাইপলাইন পরীক্ষা করতে পারেন। পরীক্ষার পদ্ধতিটি স্থানীয়: একটি চাপ পরীক্ষা পাম্প সিল করা এলাকার সাথে সংযুক্ত থাকে, যা প্রয়োজনীয় অভ্যন্তরীণ বায়ুচাপ তৈরি করে। সূচকগুলির স্থায়িত্ব একটি ম্যানোমিটার দ্বারা প্রতিষ্ঠিত হয়।
ফ্লাশিং এবং টিপে কি
হিটিং সিস্টেমগুলির ফ্লাশিং এবং চাপ পরীক্ষা করা হয় এমন ক্ষেত্রে যেখানে পাইপে জমার স্তরটি কাজ চালিয়ে যাওয়ার পক্ষে খুব বড় হয়ে যায়। একটি প্রতিরোধমূলক ব্যবস্থা হিসাবে, এই ধরনের ঘটনা খুব কমই বাহিত হয়, যেহেতু এই আনন্দটি বেশ শ্রমসাধ্য এবং ব্যয়বহুল। হাইড্রোপনিউমেটিক ফ্লাশিংয়ের জন্য, অ্যাসিড দ্রবণগুলি ব্যবহার করা হয়, যা পাইপলাইনের দেয়াল থেকে বাইরের দিকে প্লেক সরিয়ে দেয়। ধাতব কণাগুলো পাইপের ভেতরের দেয়ালে আটকে থাকে, যার ফলে তাদের ব্যাস কমে যায়। এটা বাড়ে:
- চাপ বৃদ্ধি;
- কুল্যান্টের গতি বৃদ্ধি;
- দক্ষতা হ্রাস;
- খরচ বৃদ্ধি।
হিটিং সিস্টেমের চাপ পরীক্ষা কী - এটি একটি সাধারণ পরীক্ষা, যার ফলাফল অনুসারে কেউ বলতে পারে যে এই জাতীয় সরঞ্জাম ব্যবহার করা নিরাপদ কিনা এবং এটি প্রয়োজনীয় লোড সহ্য করতে পারে কিনা। সর্বোপরি, কেউ সার্কিট ডিপ্রেসারাইজেশনের শিকার হতে চায় না এবং বার্ন বিভাগে রোগী হতে চায়। হিটিং সিস্টেমের চাপ পরীক্ষা SNiPs অনুযায়ী করা হয়। এটি একটি বাধ্যতামূলক পদ্ধতি। এর পরে, সার্কিটের প্রযুক্তিগত সেবাযোগ্যতা নিশ্চিত করে একটি নথি জারি করা হয়। যখন হিটিং সিস্টেমের চাপ পরীক্ষা করা হয় তখন এখানে প্রধান কেসগুলি রয়েছে:
- একটি নতুন সার্কিট একত্রিত করার সময় এবং এটিকে চালু করার সময়;
- মেরামত কাজের পরে;
- প্রতিরোধমূলক চেক;
- অ্যাসিড সমাধান দিয়ে পাইপ পরিষ্কার করার পরে।
হিটিং সিস্টেমের চাপ পরীক্ষা SNiP নং 41-01-2003 এবং নং 3.05.01-85 অনুযায়ী করা হয়, সেইসাথে তাপবিদ্যুৎ কেন্দ্রগুলির প্রযুক্তিগত অপারেশনের নিয়ম অনুসারে।
এই নিয়মগুলি থেকে, এটি জানা যায় যে হিটিং সিস্টেমের চাপ পরীক্ষার মতো একটি ক্রিয়া বায়ু বা তরল দিয়ে করা হয়। দ্বিতীয় পদ্ধতিটিকে হাইড্রোলিক বলা হয়, এবং প্রথমটিকে বলা হয় ম্যানোমেট্রিক, এটি বায়ুসংক্রান্ত, এটি বুদবুদ। হিটিং সিস্টেমের চাপ পরীক্ষার নিয়মগুলি বলে যে ঘরের তাপমাত্রা পাঁচ ডিগ্রির বেশি হলেই জল পরীক্ষা করা যেতে পারে। অন্যথায়, পাইপগুলিতে জল জমে যাওয়ার ঝুঁকি রয়েছে। বাতাসের সাথে গরম করার সিস্টেমের চাপ পরীক্ষা এই সমস্যাটি সরিয়ে দেয়, এটি ঠান্ডা ঋতুতে করা হয়। অনুশীলনে, হিটিং সিস্টেমের হাইড্রোলিক চাপ পরীক্ষা আরও প্রায়ই ব্যবহৃত হয়, কারণ সবাই গরমের মরসুমের আগে প্রয়োজনীয় পরিকল্পিত কাজ শেষ করার চেষ্টা করছে। শীতকালে, শুধুমাত্র দুর্ঘটনা দূরীকরণ, যদি থাকে, সঞ্চালিত হয়।








বয়লার এবং সম্প্রসারণ ট্যাঙ্ক সার্কিট থেকে কেটে গেলেই হিটিং সিস্টেমের চাপ পরীক্ষা শুরু করা সম্ভব, অন্যথায় তারা ব্যর্থ হবে। হিটিং সিস্টেমের চাপ কিভাবে পরীক্ষা করা হয়?
- সার্কিট থেকে সমস্ত তরল নিষ্কাশন করা হয়;
- তারপরে ঠান্ডা জল ঢেলে দেওয়া হয়;
- এটি পূর্ণ হওয়ার সাথে সাথে সার্কিট থেকে অতিরিক্ত বায়ু নেমে আসে;
- জল জমে যাওয়ার পরে, সার্কিটে একটি চাপ সুপারচার্জার সরবরাহ করা হয়;
- কীভাবে গরম করার সিস্টেমে চাপ দেওয়া হয় - বায়ুমণ্ডলের পরিমাণ ধীরে ধীরে বৃদ্ধি পায়। এই ক্ষেত্রে, সর্বোচ্চ পরীক্ষার চাপ সার্কিটের বিভিন্ন উপাদানের প্রসার্য শক্তির চেয়ে বেশি হওয়া উচিত নয়;
- উচ্চ চাপ কিছুক্ষণের জন্য রেখে দেওয়া হয় এবং সমস্ত সংযোগ পরিদর্শন করা হয়।এটি শুধুমাত্র থ্রেডেড সংযোগগুলিতেই নয়, সার্কিটের অংশগুলি সোল্ডার করা জায়গাগুলিতেও নজর দেওয়া প্রয়োজন।
বাতাসের সাথে হিটিং সিস্টেমে চাপ দেওয়া আরও সহজ। শুধু সমস্ত কুল্যান্ট নিষ্কাশন করুন, সার্কিটের সমস্ত আউটলেট বন্ধ করুন এবং এতে বাতাস আনুন। কিন্তু এইভাবে, ত্রুটি নির্ধারণ করা আরও কঠিন। উদাহরণস্বরূপ, যদি পাইপগুলিতে তরল থাকে তবে উচ্চ চাপে এটি একটি সম্ভাব্য ফাঁক দিয়ে প্রবেশ করবে। এটি চাক্ষুষভাবে সনাক্ত করা সহজ। কিন্তু যদি টিউবগুলিতে কোন তরল না থাকে, সেই অনুযায়ী, বাতাস ছাড়া আর কিছুই বের হয় না। এই ক্ষেত্রে, একটি বাঁশি শোনা যেতে পারে।
এবং যদি এটি অশ্রাব্য হয়, যখন চাপ গেজ সুই একটি ফুটো নির্দেশ করে, তারপর সমস্ত সংযোগ সাবান জল দিয়ে smeared হয়। এটি সহজ করার জন্য, আপনি পুরো সিস্টেমটি পরীক্ষা করতে পারবেন না, তবে এটিকে বিভাগে বিভক্ত করে। এই ক্ষেত্রে, গরম করার পাইপগুলির চাপ পরীক্ষা করা এবং হতাশার সম্ভাব্য স্থানগুলি নির্ধারণ করা সহজ।
হিটিং সিস্টেমের চাপ পরীক্ষার পদ্ধতি এবং প্রযুক্তিগত বৈশিষ্ট্য

তাপ সরবরাহ ব্যবস্থার হাইড্রোলিক পরীক্ষা সাধারণত সিস্টেমের উদ্দেশ্য এবং ব্যবহৃত সরঞ্জামের ধরণের উপর নির্ভর করে বিভিন্ন চাপ চাপের সাথে সঞ্চালিত হয়। উদাহরণস্বরূপ, একটি বিল্ডিংয়ে একটি তাপ ইনপুট ইউনিট 16 বায়ুমণ্ডলের চাপে চাপ দেওয়া হয়, বায়ুচলাচল এবং আইটিপির জন্য তাপ সরবরাহ ব্যবস্থা, সেইসাথে বহুতল ভবনগুলির জন্য হিটিং সিস্টেম - 10 বায়ুমণ্ডলের চাপ সহ, এবং ব্যক্তির জন্য গরম করার ব্যবস্থা। ঘর - 2 থেকে 6 atm চাপ সহ।
সদ্য নির্মিত বিল্ডিংগুলির গরম করার সিস্টেমগুলি কর্মীদের থেকে 1.5-2 গুণ বেশি চাপ দ্বারা সংকুচিত হয় এবং পুরানো এবং জরাজীর্ণ বাড়ির গরম করার সিস্টেমগুলি 1.15-1.5 রেঞ্জের অবমূল্যায়িত মান দ্বারা চাপা হয়।উপরন্তু, যখন ঢালাই-লোহা রেডিয়েটারগুলির সাথে চাপ পরীক্ষা করার সিস্টেম, চাপের পরিসীমা 6 এটিএমের বেশি হওয়া উচিত নয়। তবে ইনস্টল করা কনভেক্টরগুলির সাথে - প্রায় 10।
এইভাবে, একটি crimping চাপ নির্বাচন করার সময়, আপনি সাবধানে সরঞ্জাম জন্য পাসপোর্ট পড়া উচিত। এটি সিস্টেমের "দুর্বল" লিঙ্কের সর্বোচ্চ চাপের চেয়ে বেশি হওয়া উচিত নয়।
শুরু করার জন্য, গরম বা তাপ সরবরাহ ব্যবস্থা জল দিয়ে ভরা হয়। যদি হিটিং সিস্টেমে একটি কম হিমায়িত কুল্যান্ট ঢেলে দেওয়া হয়, তবে প্রথমে জল দিয়ে চাপ পরীক্ষা করা হয়, তারপরে অ্যাডিটিভ সহ একটি সমাধান দিয়ে। আপনার সচেতন হওয়া উচিত যে, নিম্ন পৃষ্ঠের উত্তেজনার কারণে, ইথিলিন গ্লাইকোল বা প্রোপিলিন গ্লাইকোল-ভিত্তিক তাপ স্থানান্তর তরলগুলি জলের চেয়ে বেশি তরল, তাই, থ্রেডযুক্ত সংযোগগুলিতে ছোটোখাটো দাগের ক্ষেত্রে, সেগুলিকে কখনও কখনও সামান্য আঁটসাঁট করা উচিত।
হিটিং সিজনের জন্য একটি কার্যকরী হিটিং সিস্টেম প্রস্তুত করার সময়, কার্যকরী কুল্যান্টকে অবশ্যই নিষ্কাশন করতে হবে এবং চাপ পরীক্ষার জন্য পরিষ্কার জল দিয়ে পুনরায় পূরণ করতে হবে। হিটিং সিস্টেমের ভরাট সাধারণত বয়লার রুম বা হিটিং ইউনিটের সর্বনিম্ন পয়েন্টে ড্রেন বল ভালভের মাধ্যমে করা হয়। হিটিং সিস্টেম পূরণের সমান্তরালে, রাইজারে, উপরের শাখার পয়েন্টগুলিতে বা রেডিয়েটারগুলিতে মায়েভস্কি ট্যাপের মাধ্যমে অটো-এয়ার ভেন্টের মাধ্যমে বাতাস প্রবাহিত করা উচিত। প্রতিরোধ করতে হিটিং সিস্টেম এয়ারিং সিস্টেমের ভরাট শুধুমাত্র "নিচে-আপ" বাহিত হয়।

তারপর সিস্টেম চাপ চাপ পরিমাপক চাপ ড্রপ নিয়ন্ত্রণ সঙ্গে গণনাকৃত এক বৃদ্ধি করা হয়. চাপ নিয়ন্ত্রণের সাথে সমান্তরালভাবে, পুরো সিস্টেম, পাইপলাইন ইউনিট, থ্রেডযুক্ত সংযোগ এবং সরঞ্জামগুলির একটি চাক্ষুষ পরিদর্শন করা হয় সিমগুলিতে ফুটো এবং ড্রপগুলির জন্য।জল ভর্তি করার পরে যদি সিস্টেমে ঘনীভূত হয় তবে পাইপলাইনগুলি শুকিয়ে যেতে হবে এবং তারপরে আরও পরিদর্শন করা উচিত।
বিল্ডিং স্ট্রাকচারগুলিতে লুকানো গরম করার ডিভাইস এবং পাইপলাইনের অংশগুলি বাধ্যতামূলক পরিদর্শনের বিষয়।
হিটিং সিস্টেমটি কমপক্ষে 30 মিনিটের জন্য চাপের মধ্যে রক্ষণাবেক্ষণ করা হয়, এবং যদি কোনও ফুটো সনাক্ত না হয় এবং কোনও চাপ ড্রপ রেকর্ড করা না হয়, তবে এটি বিবেচনা করা হয় যে চাপ পরীক্ষার সিস্টেমটি পাস হয়েছে।
কিছু ক্ষেত্রে, একটি চাপ ড্রপ অনুমোদিত, কিন্তু সীমার মধ্যে 0.1 বায়ুমণ্ডল অতিক্রম না, এবং শর্ত যে চাক্ষুষ পরিদর্শন জল লিক গঠন এবং ঢালাই এবং থ্রেডেড জয়েন্টের ফুটো নিশ্চিত না হয়।
হাইড্রোলিক পরীক্ষার একটি নেতিবাচক ফলাফলের ক্ষেত্রে, মেরামতের কাজ আরও দমনের সাথে করা হয়।
পরীক্ষার কাজ শেষ হওয়ার পরে, প্রধান নিয়ন্ত্রক নথিতে উল্লেখিত ফর্মে চাপ পরীক্ষার একটি কাজ তৈরি করা হয়।
কিভাবে এটা হলো?
কী করা দরকার তা স্পষ্ট হওয়ার পরে, পদ্ধতিগুলি সুস্পষ্ট হয়ে ওঠে।
চাপ দেওয়ার সময়, নিম্নলিখিত ক্রিয়াকলাপগুলি ক্রমানুসারে সঞ্চালিত হয়:
- পাইপলাইন বিভাগটি অন্য ইঞ্জিনিয়ারিং সিস্টেম থেকে হারমেটিকভাবে কাটা হয়। পদ্ধতির পছন্দ প্রতিটি ক্ষেত্রে স্বতন্ত্র।
লিফ্ট ইউনিটের ভালভগুলি বন্ধ, গরম করার সিস্টেমের রিংটি ভালভগুলি দ্বারা কেটে দেওয়া হয়। নর্দমার ক্ষেত্রে, বায়ুসংক্রান্ত রাবার প্লাগ ব্যবহার করা হয়।

তারা এই মত চেহারা
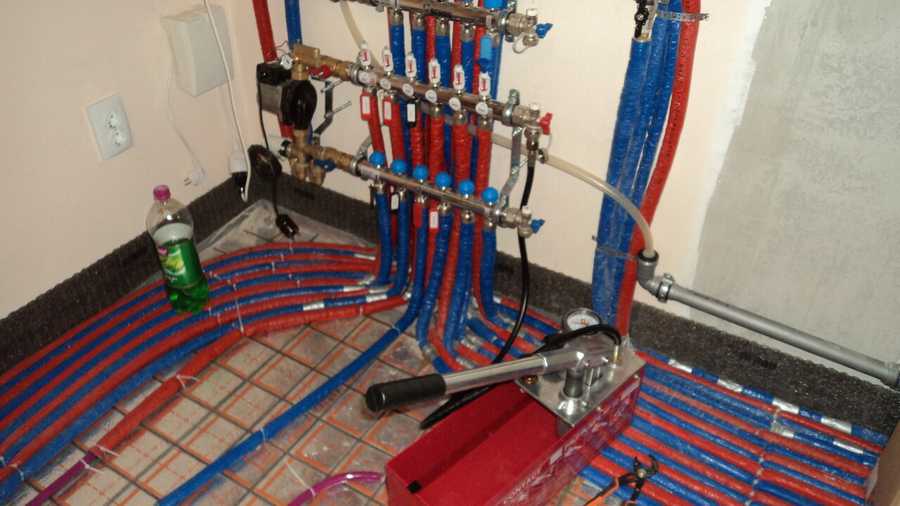
- একটি পাইপ চাপ পরীক্ষা পাম্প পরীক্ষার অধীনে পাইপলাইনের সাথে সংযুক্ত করা হয়। এই ডিভাইসটি ম্যানুয়াল, বৈদ্যুতিক হতে পারে বা এর নিজস্ব অভ্যন্তরীণ দহন ইঞ্জিন থাকতে পারে।
একটি নির্দিষ্ট ডিভাইসের পছন্দ প্রয়োজনীয় চাপ এবং পাইপলাইনের ভলিউমের উপর নির্ভর করে।
সুতরাং, একটি ব্যক্তিগত বাড়ির গরম করার সিস্টেমের চাপ পরীক্ষার জন্য, প্রতি মিনিটে 3 লিটার ক্ষমতা সহ একটি সাধারণ হাত পাম্প ব্যবহার করা যেতে পারে; তাদের ভলিউম সহ গরম করার প্রধানগুলির চাপ পরীক্ষার জন্য, একই পাম্পগুলি ব্যবহার করা হয় যা তাদের মধ্যে সঞ্চালন সরবরাহ করে।

আমাদের আগে সহজ ম্যানুয়াল crimping মেশিন

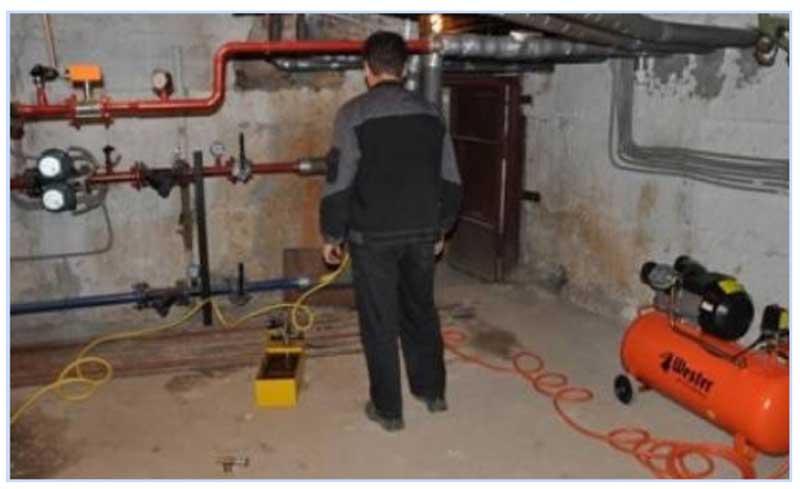
আপনি বায়ু দিয়ে পাইপ চাপ দিতে পারেন। কিন্তু এটা অনেক দীর্ঘ
- গণনাকৃত কাজের চাপের চেয়ে বেশি চাপে পরীক্ষার অধীনে পাইপলাইনে জল প্রবেশ করানো হয়। গরম এবং জল সরবরাহ পাইপ সিস্টেমের জন্য, এটি সাধারণত 6-8 kgf / cm2 হয়।
মেইন এবং প্রধান জলের পাইপলাইন গরম করার জন্য 10-12 kgf/cm2। ঢালাই লোহা দিয়ে তৈরি নর্দমা 2টির বেশি বায়ুমণ্ডল, প্লাস্টিক - 1.6-এর বেশি নয় এমন অতিরিক্ত চাপ দিয়ে পরীক্ষা করা হয়।
লিকের উপস্থিতি চাপ ড্রপ দ্বারা ট্র্যাক করা সহজ: এমনকি সবচেয়ে সস্তা পাইপ প্রেসার একটি চাপ গেজ দিয়ে সজ্জিত করা হয়।
যেখানে সম্ভব, দৃশ্যত ফাঁসের জন্য পরীক্ষা করা ভাল। তাদের নির্মূল করার পরে ফাঁসের উপস্থিতিতে, বারবার চাপ পরীক্ষা করা হয়।









পরিচ্ছন্নতার কাজ সংগঠিত করার পদ্ধতি
পাইপের তাপ বাহক হ'ল জল, এতে বিভিন্ন দূষক রয়েছে যা পাইপলাইনের দেয়ালে বসতি স্থাপন করে এবং কমপ্যাক্ট করে। তারা কুল্যান্টের স্বাভাবিক সঞ্চালন এবং কার্যকারিতায় হস্তক্ষেপ করে, পাইপ এবং হিটিং রেডিয়েটারগুলির বাধা সৃষ্টি করে।
ফ্লাশিং সংস্থা অবশ্যই:
- সরঞ্জাম প্রাক-পরিদর্শন;
- গোপন লেনদেনের উপর একটি আইন আঁকা;
- একটি পরিষ্কার প্রযুক্তি চয়ন করুন;
- হিটিং সিস্টেম এবং একটি চুক্তি ফ্লাশ করার জন্য একটি অনুমান আঁকা;
- কাজ সম্পাদন করা;
- সরঞ্জামের মাধ্যমিক চাপ পরীক্ষা করা;
- আইন ফর্ম পূরণ করুন।
হিটিং সিস্টেম ফ্লাশ করার কাজটি এই ধরনের পরিষেবাগুলির সাথে জড়িত বিশেষ সংস্থাগুলির জন্য কাজ সমাপ্তির প্রত্যয়িত একটি গুরুত্বপূর্ণ নথি।
গরম করার পাইপ চাপার প্রক্রিয়া।
সরঞ্জামের চাপ পরীক্ষা জল বা বায়ু দিয়ে বাহিত হয়। কাজটি সঠিকভাবে সম্পন্ন হয়েছে তা নিশ্চিত করতে হবে।
সরঞ্জামগুলির প্রযুক্তিগত অবস্থার মূল্যায়ন করার পদ্ধতিগুলির মধ্যে একটি হল চাপ পরীক্ষা, যা কাজ শুরু করার আগে সমস্ত ত্রুটিগুলি প্রকাশ করে। চাপ অবশ্যই মানের চেয়ে বেশি হতে হবে, তবে 2 বায়ুমণ্ডলের কম নয়।
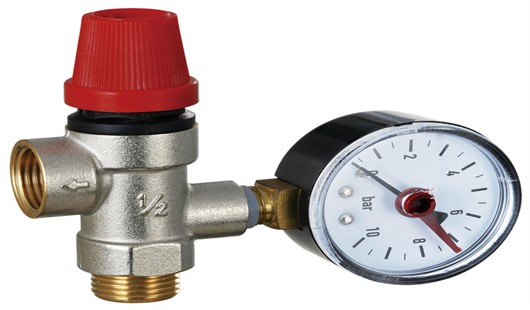
বায়ু পরীক্ষা করার জন্য, একটি পাম্প এবং একটি বিশেষ চাপ গেজ ব্যবহার করা হয় যা সিস্টেমে চাপ পরিমাপ করে। যদি চাপ পরিবর্তন না হয়, তাহলে সরঞ্জাম সিল করা হয়, এবং যদি এটি হ্রাস পায়, তাহলে আপনাকে সেই জায়গাটি সন্ধান করতে হবে যেখানে ফুটো হয় এবং সমস্যাটি ঠিক করুন।
বিভিন্ন লুকানো ক্রিয়াকলাপের জন্য একটি আইন তৈরি করা হয়েছে: রেডিয়েটারগুলি ভেঙে ফেলা, ফ্ল্যাঞ্জগুলি আলাদা করা, প্রস্তুতিমূলক কাজ। এর পরে, পরিচ্ছন্নতার প্রযুক্তি নির্বাচন করা হয়, তবে বেশিরভাগ ক্ষেত্রে হাইড্রোপনিউমেটিক পদ্ধতি ব্যবহার করা হয়।
হিটিং সিস্টেম ফ্লাশ করার অনুমান জ্বালানীর দাম, সরঞ্জামের অবমূল্যায়ন, রিএজেন্ট অন্তর্ভুক্ত করে।
তারপরে একটি চুক্তি তৈরি করা হয়, যা সহযোগিতার মূল বিষয়গুলি নির্দিষ্ট করে:
- সেবা খরচ;
- গণনা পদ্ধতি;
- সময়সীমা
- বাধ্যবাধকতা পূরণ না করার ক্ষেত্রে জরিমানার পরিমাণ;
- পক্ষগুলির বাধ্যবাধকতা এবং দায়িত্ব;
- চুক্তি শেষ করার পদ্ধতি।
পরিষ্কার করার পরে, একটি মাধ্যমিক চাপ পরীক্ষা করা হয় এবং সরঞ্জামের কার্যক্ষমতা পরীক্ষা করা হয়। ওয়াশিং অ্যাক্টের ফর্মটি পূরণ করা হয়, যেখানে গ্রাহক পরিষেবার গুণমান মূল্যায়ন করে।
কাজ শেষ হওয়ার সাথে সাথে ডকুমেন্টেশন করা হয়। যদি চুক্তির শর্তাদি পূরণ না হয় এবং পরিষেবার গুণমান গ্রাহককে সন্তুষ্ট না করে, তবে সমস্ত ত্রুটি এবং ত্রুটি দূর না হওয়া পর্যন্ত নথিতে স্বাক্ষর করা হয় না।
ক্রিমিং প্রক্রিয়া
একটি প্রাইভেট হাউসের হিটিং সিস্টেমের প্রেসার টেস্টিং সিস্টেম থেকে হিটিং বয়লার, স্বয়ংক্রিয় এয়ার ভেন্ট এবং এক্সপেনশন ট্যাঙ্ক সংযোগ বিচ্ছিন্ন করে শুরু হয়। যদি শাট-অফ ভালভগুলি এই সরঞ্জামের দিকে নিয়ে যায়, আপনি সেগুলি বন্ধ করতে পারেন, তবে যদি ভালভগুলি ত্রুটিপূর্ণ হয়ে ওঠে, তবে সম্প্রসারণ ট্যাঙ্কটি অবশ্যই ব্যর্থ হবে এবং বয়লার, আপনি এটিতে যে চাপ প্রয়োগ করেন তার উপর নির্ভর করে। অতএব, সম্প্রসারণ ট্যাঙ্কটি অপসারণ করা ভাল, বিশেষত যেহেতু এটি করা কঠিন নয়, তবে বয়লারের ক্ষেত্রে, আপনাকে ট্যাপগুলির পরিষেবাযোগ্যতার উপর নির্ভর করতে হবে। যদি রেডিয়েটারগুলিতে থার্মোস্ট্যাট থাকে তবে সেগুলি অপসারণ করার পরামর্শ দেওয়া হয় - সেগুলি উচ্চ চাপের জন্য ডিজাইন করা হয়নি।
কখনও কখনও সমস্ত গরম করার পরীক্ষা করা হয় না, তবে শুধুমাত্র কিছু অংশ। যদি সম্ভব হয়, এটি শাট-অফ ভালভের সাহায্যে কেটে ফেলা হয় বা অস্থায়ী জাম্পারগুলি ইনস্টল করা হয় - স্পারস।
পরবর্তী, প্রক্রিয়া হল:
যদি সিস্টেমটি চালু থাকে তবে কুল্যান্টটি নিষ্কাশন করা হয়।
একটি প্রেসারাইজার সিস্টেমের সাথে সংযুক্ত। একটি পায়ের পাতার মোজাবিশেষ এটি থেকে প্রসারিত, একটি ইউনিয়ন বাদাম সঙ্গে শেষ








এই পায়ের পাতার মোজাবিশেষ যে কোনো উপযুক্ত জায়গায় সিস্টেমের সাথে সংযুক্ত করা হয়, এমনকি সরানো সম্প্রসারণ ট্যাংকের জায়গায় বা একটি ড্রেন ককের পরিবর্তে।
চাপ পরীক্ষা পাম্পের ক্ষমতার মধ্যে জল ঢেলে দেওয়া হয়, এবং একটি পাম্পের সাহায্যে সিস্টেমে পাম্প করা হয়।
ডিভাইসটি যে কোনো উপলব্ধ ইনপুটের সাথে সংযুক্ত - সরবরাহ বা রিটার্ন পাইপলাইনে - এটি কোন ব্যাপার না
চাপ দেওয়ার আগে সিস্টেম থেকে সমস্ত বায়ু সরান। এটি করার জন্য, আপনি ড্রেন ভালভ খোলা রেখে সিস্টেমটিকে কিছুটা পাম্প করতে পারেন বা রেডিয়েটারগুলিতে (মায়েভস্কি ট্যাপস) এয়ার ভেন্টের মাধ্যমে এটিকে কমাতে পারেন।
সিস্টেমটি অপারেটিং চাপে আনা হয়, কমপক্ষে 10 মিনিটের জন্য বজায় রাখা হয়
এই সময়ে, বাকি সমস্ত বায়ু নিচে নেমে আসে।
চাপ পরীক্ষার চাপে বেড়ে যায়, একটি নির্দিষ্ট সময়কাল বজায় রাখা হয় (শক্তি মন্ত্রকের প্রবিধান দ্বারা নিয়ন্ত্রিত)। পরীক্ষার সময়, সমস্ত ডিভাইস এবং সংযোগ চেক করা হয়। তারা ফাঁস জন্য পরিদর্শন করা হয়. তদুপরি, এমনকি একটি সামান্য ভেজা সংযোগ একটি ফুটো হিসাবে বিবেচিত হয় (ফগিংও বাদ দেওয়া দরকার)।
ক্রিমিংয়ের সময়, চাপের মাত্রা নিয়ন্ত্রণ করা হয়। যদি পরীক্ষার সময় এটির ড্রপ আদর্শকে অতিক্রম না করে (SNiP তে লিখিত), সিস্টেমটি ভাল ক্রমে বলে মনে করা হয়। যদি চাপ স্বাভাবিকের চেয়ে সামান্যও কমে যায়, তাহলে আপনাকে একটি ফুটো খুঁজতে হবে, এটি ঠিক করতে হবে, তারপর আবার চাপ পরীক্ষা শুরু করতে হবে।
ইতিমধ্যে উল্লিখিত হিসাবে, পরীক্ষার চাপ নির্ভর করে যে ধরনের সরঞ্জাম এবং সিস্টেম পরীক্ষা করা হচ্ছে (উষ্ণ বা গরম জল)। "তাপবিদ্যুৎ কেন্দ্রের প্রযুক্তিগত পরিচালনার নিয়ম" (ধারা 9.2.13) এ উল্লিখিত জ্বালানি মন্ত্রকের সুপারিশগুলি ব্যবহারের সহজতার জন্য একটি সারণীতে সংক্ষিপ্ত করা হয়েছে।
পরীক্ষার সরঞ্জাম টেবিল
বিভিন্ন চাপ ইউনিটের জন্য চিঠিপত্রের টেবিল
অন্যদিকে, SNIP 3.05.01-85 (ধারা 4.6) এর অন্যান্য সুপারিশ রয়েছে:
- গরম এবং জল সরবরাহ ব্যবস্থার পরীক্ষাগুলি কার্যকারী এক থেকে 1.5 চাপের সাথে করা উচিত, তবে 0.2 MPa (2 kgf / cm2) এর কম নয়।
- যদি 5 মিনিটের পরে চাপের ড্রপ 0.02 MPa (0.2 kgf/cm) এর বেশি না হয় তবে সিস্টেমটিকে পরিষেবাযোগ্য বলে মনে করা হয়।
কোন নিয়ম ব্যবহার করা একটি আকর্ষণীয় প্রশ্ন. যদিও উভয় নথি বৈধ এবং কোন নিশ্চিততা নেই, তাই উভয়ই যোগ্য। প্রতিটি ক্ষেত্রে পৃথকভাবে যোগাযোগ করা প্রয়োজন, সর্বোচ্চ চাপের জন্য যার উপাদানগুলি ডিজাইন করা হয়েছে তা বিবেচনায় নিয়ে। সুতরাং কাস্ট-আয়রন রেডিয়েটারগুলির কাজের চাপ যথাক্রমে 6 atm-এর বেশি নয়, পরীক্ষার চাপ 9-10 atm হবে। আনুমানিক এছাড়াও অন্যান্য সমস্ত উপাদানের সাথে নির্ধারণ করা প্রয়োজন।
ধরন এবং ধরে রাখার কারণ
কোন কাজগুলি সেট করা হয়েছে তার উপর ভিত্তি করে, মাল্টি-অ্যাপার্টমেন্ট এবং প্রাইভেট হাউসগুলিতে হিটিং সিস্টেমের তিনটি প্রধান ধরণের চাপ পরীক্ষা রয়েছে:
- প্রাথমিক। হিটিং সিস্টেমটি অপারেশনের জন্য প্রস্তুত হওয়ার আগে, এটি ব্যর্থ ছাড়াই নির্ণয় করা আবশ্যক। সমস্ত বিবরণ সংযুক্ত হওয়ার পরে এটি করা হয় (রেডিয়েটার, তাপ জেনারেটর, সম্প্রসারণ ট্যাঙ্ক)। যাইহোক, আগে পাইপলাইন sheathing ফ্রেম পিছনে লুকানো হয় বা, উদাহরণস্বরূপ, screeds ভরা। সমাবেশের গুণমান পরীক্ষা করার জন্য প্রধান ভূমিকা দেওয়া হয়।
- পরবর্তী (পুনরাবৃত্তি)। সিস্টেমের জলবাহী পরীক্ষা প্রতিরোধ করার জন্য, বিশেষজ্ঞরা বার্ষিক সঞ্চালনের পরামর্শ দেন। উত্তাপের মরসুম শেষ হলে এবং সিস্টেমটি নির্ধারিত রক্ষণাবেক্ষণের সাপেক্ষে সর্বোত্তম সময়। এখানে প্রধান কাজ হল আসন্ন শীতের জন্য প্রস্তুত করা এবং জরুরি অবস্থার ঝুঁকি কমানো।
- অসাধারণ (জরুরী)। হিটিং সিস্টেমের চাপ পরীক্ষার কাজটি অবশ্যই করা উচিত যদি সিস্টেমের কোনও অংশ মেরামত করা হয়, উদাহরণস্বরূপ, রেডিয়েটর, বয়লার ইত্যাদি ভেঙে দেওয়া হয়েছে। এটি বিবেচনা করা হয় যে দীর্ঘ সময় ধরে নিষ্ক্রিয়তার পরে সিস্টেমটি ফ্লাশ বা শুরু হওয়ার পরে, এটিও চাপ পরীক্ষা করা উচিত।
পরীক্ষার সরঞ্জাম
উচ্চ চাপের প্রতিরোধের জন্য সিস্টেমটি পরীক্ষা করতে, একটি বিশেষ ডিভাইস ব্যবহার করা হয়, যাকে চাপ পরীক্ষক বলা হয়। এটি একটি পাম্প যা পদ্ধতির ধরণের উপর নির্ভর করে সিস্টেমের ভিতরে 60 বা 100 বায়ুমণ্ডল পর্যন্ত চাপ তৈরি করতে সক্ষম। 2 ধরণের পাম্প রয়েছে: ম্যানুয়াল এবং স্বয়ংক্রিয়। তারা শুধুমাত্র পার্থক্য যে দ্বিতীয় বিকল্পটি নিজেই পাম্প করা বন্ধ করে দেয় যদি চাপ পছন্দসই স্তরে পৌঁছে যায়।
পাম্পটিতে একটি ট্যাঙ্ক থাকে যার মধ্যে জল ঢালা হয় এবং একটি হ্যান্ডেল সহ একটি প্লাঞ্জার পাম্প যা এটিকে সরিয়ে দেয়। মেকানিজমের শরীরে চাপের সরবরাহ ব্লক করার জন্য ট্যাপ এবং চাপ নিয়ন্ত্রণ করার জন্য চাপ মাপক রয়েছে। এছাড়াও ট্যাঙ্কে একটি ট্যাপ রয়েছে যা আপনাকে ট্যাঙ্কে থাকা জল নিষ্কাশন করতে দেয়।
এই জাতীয় পাম্পের পরিচালনার নীতিটি একটি প্রচলিত পিস্টন অ্যানালগের মতো, যার সাথে টায়ারগুলি স্ফীত হয়। প্রধান পার্থক্য স্টিলের তৈরি নলাকার পিস্টনের মধ্যে রয়েছে। এটি কেসের ভিতরে শক্তভাবে লাগানো হয়েছে এবং একটি ন্যূনতম ফাঁক তৈরি করা হয়েছে, যা 60 বায়ুমণ্ডল পর্যন্ত চাপ তৈরি করা সম্ভব করে তোলে।
ম্যানুয়াল ব্লোয়ার
হ্যান্ড পাম্পগুলির জন্য, সবচেয়ে বড় অসুবিধা হল যে পাইপগুলির এই ধরনের চাপ পরীক্ষায় জল দিয়ে সিস্টেম পাম্প করার কারণে খুব দীর্ঘ সময় লাগবে। এই প্রক্রিয়াটি বেশ কয়েক ঘন্টা সময় নিতে পারে, কারণ রেডিয়েটরযুক্ত বড় সিস্টেমগুলিকে ম্যানুয়ালি পূরণ করতে হবে।
স্বয়ংক্রিয় ডিভাইসগুলি একই নীতিতে কাজ করে, কিন্তু যখন চাপের সীমা পৌঁছে যায়, তখন তারা নিজেরাই বন্ধ করে দেয়। তাদের পরিচালনার জন্যও বিদ্যুতের প্রয়োজন হয়, তাই ম্যানুয়ালগুলি এমন জায়গাগুলির জন্য আরও উপযুক্ত যেখানে এখনও বিদ্যুৎ সরবরাহ নেটওয়ার্ক নেই। স্বয়ংক্রিয় পাম্পগুলি 100 বার এবং শিল্প ডিভাইসগুলি 1000 বার পর্যন্ত চাপ সরবরাহ করতে পারে।
কম্প্রেসার বৈদ্যুতিক সংস্করণ
সাধারণ নিয়ম
আপনি নির্দেশাবলী অনুসরণ করলে, সমস্ত কাজ উচ্চ মানের এবং নিরাপদ হবে।
এই ক্ষেত্রে, সমস্ত সূচকগুলি অবশ্যই বিবেচনায় নেওয়া উচিত, উদাহরণস্বরূপ:
- ঘরে তাপমাত্রা ইতিবাচক হওয়া উচিত।
- চাপ সীমা অতিক্রম করা উচিত নয়.
- চাপ নিজেই কাজের একের চেয়ে 50% বেশি হওয়া উচিত। চাপ হ্রাসের ক্ষেত্রে, পাইপগুলি সাবধানে পরিদর্শন করা এবং একটি ফুটো খুঁজে বের করা প্রয়োজন।পরে এটি নির্মূল করতে হবে এবং পরীক্ষা চালিয়ে যেতে হবে।
- চাপের সময়কালে, সমস্ত বয়লার বন্ধ করতে হবে।
চাপ পরীক্ষা গরম করার সময় প্রয়োজনীয়তা এবং ত্রুটি সম্পর্কে আরও:
> চাপ পরীক্ষা ছাড়াও, তাপ পরীক্ষা বাধ্যতামূলক। এটি করার জন্য, আপনাকে আট ঘন্টার জন্য + 60 ডিগ্রি সেলসিয়াসে জল গরম করে সিস্টেমটি পরীক্ষা করতে হবে। সমস্ত পরীক্ষা এবং সম্পাদিত কাজ অবশ্যই প্রতিবেদনে অন্তর্ভুক্ত করতে হবে, সেইসাথে এতে কোনও অতিরিক্ত সমস্যা সমাধানের কাজ নির্দেশ করতে হবে।







চাপ পরীক্ষার সময়, এটিও মনে রাখা উচিত যে যদি কাস্ট-আয়রন রেডিয়েটার থাকে তবে কাজটি 6 বায়ুমণ্ডলের চাপে করা হয় এবং convectors জন্য - কম নয় 10. এটির জন্য আপনাকে প্রথমে সরঞ্জামের পাসপোর্টগুলি অধ্যয়ন করতে হবে। কাজের আগে, পাইপগুলি জল দিয়ে পাম্প করা হয় এবং চাপ পরীক্ষা করা হয় এবং তারপরে প্রক্রিয়াটি সংযোজনগুলির সাথে পুনরাবৃত্তি করা হয়।
সমস্ত কাজ সম্পন্ন করার পরে, সমস্ত জল নিষ্কাশন করা এবং পরিষ্কার জল দিয়ে পূরণ করা প্রয়োজন। সিস্টেমে প্রবেশ করা থেকে বায়ু প্রতিরোধ করার জন্য, নীচে থেকে জল পাম্প করা হয়। কিন্তু যদি বায়ু এখনও থেকে যায়, তবে এটি অবশ্যই বায়ু ভেন্টগুলির সাহায্যে রক্তপাত করা উচিত, যা জল সরবরাহকারী রাইজারগুলিতে অবস্থিত।
হিটিং সিস্টেমের চাপ কীভাবে পরীক্ষা করবেন:
পরবর্তী পদক্ষেপটি গরম করা শুরু করা এবং এটি এক ঘন্টার জন্য পরীক্ষা করা। যদি এই সময়ের মধ্যে কোনও ফুটো এবং চাপের ড্রপ সনাক্ত না করা হয় এবং সমস্ত রেডিয়েটার সমানভাবে উষ্ণ হয়, আমরা নিরাপদে বলতে পারি যে বিল্ডিংটি শীতের জন্য প্রস্তুত। এটি ঘটে যে পরীক্ষার সময় চাপ 0.1 দ্বারা হ্রাস হতে পারে। যদি এই ক্ষেত্রে ফাঁস সনাক্ত করা সম্ভব না হয়, তাহলে পরবর্তী অবস্থা পর্যবেক্ষণ করা উচিত।
ক্রিমিং প্রক্রিয়া
একটি প্রাইভেট হাউসের হিটিং সিস্টেমের প্রেসার টেস্টিং সিস্টেম থেকে হিটিং বয়লার, স্বয়ংক্রিয় এয়ার ভেন্ট এবং এক্সপেনশন ট্যাঙ্ক সংযোগ বিচ্ছিন্ন করে শুরু হয়।যদি শাট-অফ ভালভগুলি এই সরঞ্জামের দিকে নিয়ে যায়, আপনি সেগুলি বন্ধ করতে পারেন, তবে যদি ভালভগুলি ত্রুটিপূর্ণ হয়ে ওঠে, তবে সম্প্রসারণ ট্যাঙ্কটি অবশ্যই ব্যর্থ হবে এবং বয়লার, আপনি এটিতে যে চাপ প্রয়োগ করেন তার উপর নির্ভর করে। অতএব, সম্প্রসারণ ট্যাঙ্কটি অপসারণ করা ভাল, বিশেষত যেহেতু এটি করা কঠিন নয়, তবে বয়লারের ক্ষেত্রে, আপনাকে ট্যাপগুলির পরিষেবাযোগ্যতার উপর নির্ভর করতে হবে। যদি রেডিয়েটারগুলিতে থার্মোস্ট্যাট থাকে তবে সেগুলি অপসারণ করার পরামর্শ দেওয়া হয় - সেগুলি উচ্চ চাপের জন্য ডিজাইন করা হয়নি।
কখনও কখনও সমস্ত গরম করার পরীক্ষা করা হয় না, তবে শুধুমাত্র কিছু অংশ। যদি সম্ভব হয়, এটি শাট-অফ ভালভের সাহায্যে কেটে ফেলা হয় বা অস্থায়ী জাম্পারগুলি ইনস্টল করা হয় - স্পারস।
পরবর্তী, প্রক্রিয়া হল:
- যদি সিস্টেমটি চালু থাকে তবে কুল্যান্টটি নিষ্কাশন করা হয়।
- একটি প্রেসারাইজার সিস্টেমের সাথে সংযুক্ত। একটি পায়ের পাতার মোজাবিশেষ এটি থেকে প্রসারিত, একটি ইউনিয়ন বাদাম সঙ্গে শেষ। এই পায়ের পাতার মোজাবিশেষ যে কোনো উপযুক্ত জায়গায় সিস্টেমের সাথে সংযুক্ত করা হয়, এমনকি সরানো সম্প্রসারণ ট্যাংকের জায়গায় বা একটি ড্রেন ককের পরিবর্তে।
-
চাপ পরীক্ষা পাম্পের ক্ষমতার মধ্যে জল ঢেলে দেওয়া হয়, এবং একটি পাম্পের সাহায্যে সিস্টেমে পাম্প করা হয়।
- চাপ দেওয়ার আগে সিস্টেম থেকে সমস্ত বায়ু সরান। এটি করার জন্য, আপনি ড্রেন ভালভ খোলা রেখে সিস্টেমটিকে কিছুটা পাম্প করতে পারেন বা রেডিয়েটারগুলিতে (মায়েভস্কি ট্যাপস) এয়ার ভেন্টের মাধ্যমে এটিকে কমাতে পারেন।
- সিস্টেমটি অপারেটিং চাপে আনা হয়, কমপক্ষে 10 মিনিটের জন্য বজায় রাখা হয়। এই সময়ে, বাকি সমস্ত বায়ু নিচে নেমে আসে।
- চাপ পরীক্ষার চাপে বেড়ে যায়, একটি নির্দিষ্ট সময়কাল বজায় রাখা হয় (শক্তি মন্ত্রকের প্রবিধান দ্বারা নিয়ন্ত্রিত)। পরীক্ষার সময়, সমস্ত ডিভাইস এবং সংযোগ চেক করা হয়। তারা ফাঁস জন্য পরিদর্শন করা হয়. তদুপরি, এমনকি একটি সামান্য ভেজা সংযোগ একটি ফুটো হিসাবে বিবেচিত হয় (ফগিংও বাদ দেওয়া দরকার)।
- ক্রিমিংয়ের সময়, চাপের মাত্রা নিয়ন্ত্রণ করা হয়।যদি পরীক্ষার সময় এটির ড্রপ আদর্শকে অতিক্রম না করে (SNiP তে লিখিত), সিস্টেমটি ভাল ক্রমে বলে মনে করা হয়। যদি চাপ স্বাভাবিকের চেয়ে সামান্যও কমে যায়, তাহলে আপনাকে একটি ফুটো খুঁজতে হবে, এটি ঠিক করতে হবে, তারপর আবার চাপ পরীক্ষা শুরু করতে হবে।
ইতিমধ্যে উল্লিখিত হিসাবে, পরীক্ষার চাপ নির্ভর করে যে ধরনের সরঞ্জাম এবং সিস্টেম পরীক্ষা করা হচ্ছে (উষ্ণ বা গরম জল)। "তাপবিদ্যুৎ কেন্দ্রের প্রযুক্তিগত পরিচালনার নিয়ম" (ধারা 9.2.13) এ উল্লিখিত জ্বালানি মন্ত্রকের সুপারিশগুলি ব্যবহারের সহজতার জন্য একটি সারণীতে সংক্ষিপ্ত করা হয়েছে।
| পরীক্ষিত সরঞ্জামের ধরন | পরীক্ষার চাপ | পরীক্ষার সময়কাল | অনুমোদিত চাপ ড্রপ |
|---|---|---|---|
| লিফট ইউনিট, ওয়াটার হিটার | 1 MPa(10 kgf/cm2) | 5 মিনিট | 0.02 MPa (0.2 kgf/cm2) |
| ঢালাই আয়রন রেডিয়েটার সহ সিস্টেম | 0.6 MPa (6 kgf/cm2) | 5 মিনিট | 0.02 MPa (0.2 kgf/cm2) |
| প্যানেল এবং কনভেক্টর রেডিয়েটার সহ সিস্টেম | 1 MPa (10 kgf/cm2) | 15 মিনিট | 0.01 MPa (0.1 kgf/cm2) |
| ধাতব পাইপ থেকে গরম জল সরবরাহ ব্যবস্থা | কাজের চাপ + 0.5 MPa (5 kgf/cm2), কিন্তু 1 MPa (10 kgf/cm2) এর বেশি নয় | 10 মিনিট | 0.05 MPa (0.5 kgf/cm2) |
| প্লাস্টিকের পাইপ থেকে গরম জলের ব্যবস্থা | কাজের চাপ + 0.5 MPa (5 kgf/cm2), কিন্তু 1 MPa (10 kgf/cm2) এর বেশি নয় | 30 মিনিট | 0.06 MPa (0.6 kgf/cm2), 2 ঘন্টার মধ্যে আরও পরীক্ষা করে এবং সর্বাধিক 0.02 MPa (0.2 kgf/cm2) |
অনুগ্রহ করে মনে রাখবেন যে প্লাস্টিকের পাইপ থেকে গরম এবং নদীর গভীরতানির্ণয় পরীক্ষা করার জন্য, পরীক্ষার চাপ ধরে রাখার সময় 30 মিনিট। যদি এই সময়ের মধ্যে কোন বিচ্যুতি না পাওয়া যায়, সিস্টেমটি সফলভাবে চাপ পরীক্ষায় উত্তীর্ণ হয়েছে বলে মনে করা হয়। কিন্তু পরীক্ষা চলতে থাকে আরও ২ ঘণ্টা
এবং এই সময়ে, সিস্টেমে চাপের ড্রপ আদর্শের বেশি হওয়া উচিত নয় - 0.02 MPa (0.2 kgf / cm2)
কিন্তু পরীক্ষা চলতে থাকে আরও ২ ঘণ্টা।এবং এই সময়ের মধ্যে, সিস্টেমে চাপের ড্রপ আদর্শের বেশি হওয়া উচিত নয় - 0.02 MPa (0.2 kgf / cm2)।
বিভিন্ন চাপ ইউনিটের জন্য চিঠিপত্রের টেবিল
অন্যদিকে, SNIP 3.05.01-85 (ধারা 4.6) এর অন্যান্য সুপারিশ রয়েছে:








- গরম এবং জল সরবরাহ ব্যবস্থার পরীক্ষাগুলি কার্যকারী এক থেকে 1.5 চাপের সাথে করা উচিত, তবে 0.2 MPa (2 kgf / cm2) এর কম নয়।
- যদি 5 মিনিটের পরে চাপের ড্রপ 0.02 MPa (0.2 kgf/cm) এর বেশি না হয় তবে সিস্টেমটিকে পরিষেবাযোগ্য বলে মনে করা হয়।
কোন নিয়ম ব্যবহার করা একটি আকর্ষণীয় প্রশ্ন. যদিও উভয় নথি বৈধ এবং কোন নিশ্চিততা নেই, তাই উভয়ই যোগ্য। প্রতিটি ক্ষেত্রে পৃথকভাবে যোগাযোগ করা প্রয়োজন, সর্বোচ্চ চাপের জন্য যার উপাদানগুলি ডিজাইন করা হয়েছে তা বিবেচনায় নিয়ে। সুতরাং কাস্ট-আয়রন রেডিয়েটারগুলির কাজের চাপ যথাক্রমে 6 atm-এর বেশি নয়, পরীক্ষার চাপ 9-10 atm হবে। আনুমানিক এছাড়াও অন্যান্য সমস্ত উপাদানের সাথে নির্ধারণ করা প্রয়োজন।